فولاد 2080-فولاد ابزار 2080-میلگرد 2080-فولاد سردکار 2080-تسمه 2080
فولاد 2080
فولاد 2080-spk-1.2080– spk – فولاد spk -لوله spk-تسمه spk-تیغه های برش spk-فولاد ابزار spk-میلگرد spk– فولاد سرد کار
فولاد 2080
_yoec.jpg)
و فولاد SPK یا Special k یکی از فولادهای معروف به فولاد ابزار سردکار است.
spk-ساخت تیغه های برش,ابزارهای خان کشی,قالبهای پانج و پولک زنی و ابزارهایی که با آنها عمل شکل دهی سرد انجام میپذیرد.
همچنین فولادSPK را بعنوان یک فولاد آلیاژی دارای سختی بالا می شناسند. و بعلت وجود کروم بالا و مقاومت به سایش بالایی این نوع فولاد دارد.
عملیات حرارتی فولاد بطور معمول در دمای 930 درجه سانتیگراد جهت سختکاری فرگوته انجام میپذیرد.
در رده بندی فولادهای سردکار علاوه بر فولادهای SPK میتوان به فولاد کاربردی دیگر با نام فولاد آموتیت اشاره نمود.
فولاد آموتیت به استاندارد 1.2510 و با داشتن عنصرهای وانادیوم و تنگستن. موجود در خود علاوه بر خصوصیت های قابل ذکر. در فولاد SPK خاصیت اختصاصی دیگری دارد.
فولاد آموتیت را بعنوان فولاد برنده و مقاوم در برابر سایش شناخته میشود.
عملیات حرارتی فولاد معمولاً در دمای 930 درجه ی سانتیگراد جهت سختکاری فرگوته انجام میگردد.
فولاد spk
فولاد آلیاژی SPK بعنوان یک فولاد با استحکام بالا شناخته میگردد و بدلیل دارا بودن CR بالا. مقاومت در برابر سایش قابل قبولی دارد. عملیات حرارتی فولاد SPK معمولاً برای سخت شدن Frogut در دمای 930 درجه سانتیگراد انجام میگردد.
ترکیبات SPK / با ایجاد تفاوت اندک در عنصرهای پایه استیل. و اضافه کردن عنصرهایی چون وانادیوم و تنگستن به آن.فولادهای SPK r و SPK nl تولید میشود. که هر کدام علاوه بر سختی بالا و مقاومت در برابر ساییدگی و ساییش, خصوصیات خاص خود را نیز دارند.
استانداردهای فولاد SPK
فولاد آلیاژی SPK R به شماره استاندارد 1.2436 ……. فولاد آلیاژی SPK NL با شماره استاندارد 1.2379
تسمه ها فولادی و انواع آن
تسمه ی فولادی چییست: تسمه یک حلقه از ماده ایی انعطافپذیر است. که برای ایجاد پیوند مکانیکی و انتقال انرژی بین دو یا چند شفت استفاده میشود. تسمه ها به دور پولی ها حلقه میزنند.
در یک سامانه ی دارای دو پولی ممکن است هر دو پولی در یک جهت به گردش در آیند. یا تسمه بصورت ضربدری باشد تا جهتشان مخالف گردد.
بعنوان یک عامل حرکت. تسمه نقاله یکی از کاربردهای این نوع فولاد است. که در آن از تسمه برای حمل بار بین دو نقطه استفاده میگردد.
تسمه فولادی میتواند هم بصورت فابریک و یا از ورقهای فولادی و یا ورق گالوانیزه. ساخت شود. تسمه ها از پرکاربردترین مواد. قطعات در تمامی صنایع خصوصاً صنایع عدل بندی. می باشند.
کاربرد
این نوع فولادهای آلیاژی دارای کاربردهای زیادی در صنعت میباشند. که برخی از موارد کاربرد این محصول در مصارف ساختمانی و صنعتی. سازه های فلزی. تیرچه های فلزی خود ایستا (کرومیت,گریتینگ,گاردریل .و تولید مقاطع باز فولادی به شیوه ی پرس برک و غیره میباشد.
هرچند که تسمه فولادی و گالوانیزه تقریباً در تمامی صنایع کاربرد دارند. اما برای موارد خاص میتوان از آلیاژهای دیگری فلزی نیز استفاده کرد. بعنوان مثال: تسمه مونل,تسمه آلمینیوم و غیره جایگزینی برای این نوع تسمه ها میباشد.
کاربرد نوارهای فولادی در داخل جان آهن و برای وصله کردن آن. و یا در ساخت بادبند و اتصال آنها به همدیگر مورد استفاده قرار میگرند.
هم چنین در صنعت درب و پنجره سازی نیز. برای ایجاد یک دستی سطوح و پر کردن فضای خالی بکارگیری میشوند.
تسمه های فولادی از استیل سری 300 تولیدی و تسمه های فولادی 304. مهم ترین کالایی است که از مجموعه تسمه های استیل عرضه میشود.
تسمه استیل – ورق استیل
این نوع فولاد استیل ی ورق استیل صیقلی با ضخامت کم میباشد که در ضخامتهای مختلف تولید میشود. طول تسمه استیل یا بصورت سفارشی خواهد بود. و یا رولهای آماده ایی است. که در بازار توزیع فولاد عرضه میگردد.
تسمه فولادی استنلس استیل : در صنایع کابل برق و تلفن, چاقو سازی, لوازم آشپزخانه, وسایل جراحی,. صنایع اتومبیل سازی, در سازی و صنایع لوله سازی استفاده میشوند.
تسمه فولاد سرد نورد – سردکار: در تولید کابل برق و تلفن, اتومبیل سازی, کابل مخابرات. دوچرخه سازی, رادیاتور سازی, تولید لوازم خانگی مورد استفاده قرار میگرد.
از تسمه های فولاد گرم نورد – گرمکار. جهت استفاده در صنایع بسته بندی و ساخت درب و پنجره استفاده میشود.
بررسی خواص فولاد زنگ نزن کروفر تولیدی. به روش آلیاژسازی مکانیکی برای استفاده در صفحات اتصال دهنده پیل های سوختی اکسید جامد
پیل های سوختی وسایل تبدیل انرژی هستند. و انرژی شیمیایی سوخت را از طریق انجام جداگانه. دو نیم واکنش الکتروشیمیایی اکسیداسیون و احیاء، مستقیماً به جریان برق تبدیل می کنند. یک پیل سوختی از الکترود آند (در ارتباط با سوخت)، الکترولیت کاتد (در ارتباط با اکسیدان) تشکیل می دهد. در بین انواع این پیل ها می توان به پیل های سوختی اکسید جامد اشاره کرد. پیل های سوختی اکسید جامد در دمای تقریباً بالایی (حدود 800 درجه سانتی گراد) کار می کنند. که باعث شتاب بخشی به واکنش های الکترودی می شود. در پیل های سوختی برای افزایش بازدهی در بین هر مجموعه سلول، یک صفحه اتصال دهنده قرار می گیرد. که این صفحات به دو دسته سرامیکی و فلزی تقسیم بندی می شوند.
فولاد 2080
برای کاهش دمای کاری پیل به جای صفحات سرامیکی می توان از صفحات فلزی استفاده کرد. که یکی از بهترین آن ها فولادهای زنگ نزن فریتی هستند. که بهترین تطابق ضریب انبساط حرارتی را با دیگر اجزای پیل دارند. البته خصوصیات دیگری را که باید مد نظر قرار داد. شامل مقاومت به اکسیداسیون بالا و مقاومت الکتریکی سطحی پایین است.
در این بین، فولاد زنگ نزن فریتی Crofer22apu به دلیل تشکیل لایه اکسیدی اسپینلی منگنز-کروم. در دمای نزدیک به 900 درجه سانتی گراد بر روی اکسید کروم، از ضخیم شدن پوسته اکسیدی جلوگیری می کند. و باعث نزدیک شدن به خواص مرود نظر مثل افزایش مقاومت اکسیداسیون و کاهش مقاومت الکتریکی آلیاژ می شود. البته باید خاطر نشان کرد که این لایه اکسید اسپینلی از رشد لایه اکسیدی به طور کامل جلوگیری نخواهد کرد. به همین دلیل لازم است که از یک پوشش مناسب نظیر پوشش اسپینلی منگنز-کبالت استفاده کرد. ترکیب شیمیایی فولاد زنگ نزن فریتی Crofer22APU در جدول 1 مشاهده می شود.
فولاد 2080
گستره دمایی برای ذوب این آلیاژ بر حسب درجه سانتی گراد 1530 (مذاب)-1510 (جامد) است. با در نظرگیری مقاومت به اکسیداسیون خوب این آلیاژها. باید بالا بودن مقاومت الکتریکی پوسته اکسیدی را نیز مد نظر قرار داد. در آلیاژهایی که فقط اکسید کروم روی آنها تشکیل می شود. این امر باعث افزایش ضریب انبساط حرارتی و مقاومت الکتریکی می شود . ولی استفاده از آلیاژهای مدرن جدید Crofer22APU با تشکیل اکسید منگنز-کروم بر روی اکسید کروم باعث کاهش مقاومت الکتریکی. و هم چنین ضریب انبساط حرارتی می شود. به علت وجود عناصر زیاد دراین آلیاژ و متفاوت بودن فشار بخار آنها. نمی توان از روش های معمول ریخته گری برای تولید این آلیاژ استفاده کرد. تولید این آلیاژ به روش ذوب و ریختگری انحصاراً توسط یک شرکت آلمانی صورت می پذیرد. به همین دلیل می توان برای تولید آن از روش آلیاژسازی مکانیکی استفاده کرد.
یکی از مزایای این روش برای تولید این آلیاژ این است. که در دمای پایین (دمای اتاق) می توان آن را تولید کرد. بعد ازتولید آلیاژ به این روش، برای پرس کردن پودر می توان از پرس تک محوره. پرس ایزواستاتیک سرد و پرس در دمای بالا استفاده کرد. یکی از روش های پیشرفته برای تبدیل نمونه های پودری به نمونه های با چگالی بالا. استفاده از روش سینترکردن چرقه – پلاسما است. روش سینتر کردن جرقه – پلاسما به این صورت است که ابتدا پودر مورد نظر داخل قالب گرافیتی ریخته می شود. و سپس جریان پالس مستقیم از درون قالب گرافیتی عبور می کند.
فولاد 2080
به دنبال آن، جریان نیز از پودرهای داخل قالب عبور می کند و سپس حرارت داخل قالب ایجاد می شود. (برخلاف پرس داغ که حرارت توسط ابزار آلات خارجی به دست می آید). بنابراین سرعت حرارت دهی و سرد کردن در این روش در حدود چند دقیقه صورت می گیرد. این کار هم چگالی کافی ارائه می دهد و هم از رشد دانه ها جلوگیری می کند. محافظت بیش تر ا اتصال دهنده می تواند توسط اعمال یک پوشش بر سطح انجام گیرد. پژوهش های اخیر بر روی ایجاد پوشش های محافظ – رسانا متمرکز شدند.
روش های بسیاری برای ایجاد پوشش بر روی فولادهای زنگ نزن فریتی به کارگیری می شوند. این روش ها شامل آبکاری الکتریکی، رسوب الکتروشیمیایی آندی، رسوب الکتروشیمیایی کاتدی و سمانتاسیون دارای فشردگی است. تشکیل کرومیا روی Crofer22APU باعث می شود که هدایت الکتریکی آن کاهش یابد. به همین دلیل پوششی که هدایت الکتریکی خوبی داشته باشد روی سطح آلیاژ اعمال می شود.
فولاد 2080
که افزایش هدایت الکتریکی لایه های سطحی را در پی خواهد داشت. و از تبخیر اکسید کروم نیز جلوگیری خواهد کرد. تبخیر اکسید کروم به صورتی است که در دمای بالا (نزدیک به 1000 درجه سانتی گراد و بالاتر). اکسید کروم به فاز فراری مثل CrO3 که یک فاز گازی است تبدیل و از ساختار خارج می شود. پوشش اکسید – منگنز-کبالت Mn,Co3O4) که یک اسپینل است). هدایت الکتریکی عالی، پایداری حرارتی بالا و پایداری ساختاری بسیار خوبی دارد. و ه هم چنین ضریب انبساط حرارتی آن منطبق با فولادهای زنگ نزن فریتی است. اما به هر حال نفوذ کروم، آهن و اکسیژن از درون این لایه امکان پذیر است. که باعث تشکیل لایه کرومیا در فصل مشترک زیر لایه/پوشش خواهد شد. و در نتیجه مقاومت الکتریکی سطح ویژه به مرور زمان افزایش خواهد یافت.
این پوشش حفاظتی از تبخیر کروم جلوگیری خواهد کرد. اما نه به طور کامل و میزان آن به تاریخچه حرارتی و ریزساختاری آن پوشش بستگی دارد. ضخامت این پوشش ها از کم تر از یک میکرومتر تا 20 میکرومتر متغیر است. البته پوشش های دیگر مثل اکسید فلزات فعال شیمیایی همانند اکسید لانتانیوم. و یا پوشش های دو لایه (پوشش اسپینلی منگنز-کبالت و اکسید فلزات فعال شیمیایی) استفاده می شود. که پوشش اسپینلی منگنز – کبالت به دلیل مقرون به صرفه تر بودن بیش تر کاربرد دارد. به علت نفوذ داخلی یون های اکسیژن، پوسته اکسیدی کرومیا باز در زیر لایه حفاظتی رشد می کند.
فولاد 2080
اما با سرعت خیلی کم تر از هنگامی که آلیاژ بدون پوشش است. تا کنون امکان ساخت صفحات اتصال دهنده پیل سوختی از آلیاژ کروفر به روش آلیاژسازی مورد بررسی قرار نگرفته است. روش آلیاژ سازی مکانیکی دارای مشکلاتی که روش های ذوب و ریختگری. برای تولید آلیاژهای پیشرفته با آن مواجه اند، نیست. لذا هدف از این پژوهش، تولید نمونه حجیم از آلیاژ کروفر به روش آلیاژسازی مکانیکی. و ارزیابی خواص نمونه های حاصل برای کاربرد در پیل سوختی اکسید جامد است.
مواد و روش ها
آلیاژسازی مکانیکی
در این مرحله پودر عناصر مورد نظر برای تولید آلیاژ Crofer22APU با درصدهای معین که قبلاً در جدول 1 اشاره شد. با ذکر مشخصات در جدول 2 در یک فنجان با جنس فولاد سردکار و گلوله هایی از جنس فولاد بلبرینگ ریختند. نسبت گلوله ها به پودر 10:1 انتخاب شد. گلوله ها قطری برابر با 2 سانتی متر و جرمی برابر با 32 گرم داشتند. برای جلوگیری از اکسیداسیون پودرها. تمام این پودرها در یک گلوباکس با اتمسفر آرگون با خلوص 99/999% به داخل فنجان اضافه شد. و برای حفظ اتمسفر فنجان از یک واشر لاستیکی نیز استفاده شد. در ادامه، فنجان مهیا می شود و در یک دستگاه آسیاب سیاره ای قرارمی گیرد. و با سرعت 360 چرخش در دقیقه به مدت 40 ساعت آلیاژسازی صورت گرفت.
فولاد 2080
پرس و سینتر کردن
برای حاصل آوری نمونه ای چگال از پودر حاصل از آلیاژسازی مکانیکی. ابتدا از پرس سرد در یک قالب فلزی استوانه ای از جنس فولاد سردکار. با فشارهای 566 و 700 مگاپاسکال و سینتر در دماهای 1150 و 1200 درجه سانتی گراد. به مدت 1 ساعت در اتمسفر خنثی استفاده شد. اما چون نمونه با چگالی بالایی ایجاد نشد، در نهایت از روش پرس و سینترکردن چرقه-پلاسما استفاده شد. در این روش، نمونه ای با چگالی 95 درصد در یک قالب استوانه ای گرافیتی. در مدت 10 دقیقه تحت تنش 50 مگاپاسکال. که در دمای 1100 درجه سانتی گراد حاصل شد. در ادامه برای اطمینان از تک فازی آن قطعه فولاد حاصله. از الگوی پراش اشعه ایکس و نیز برای تحلیل عنصری از کوانتومتری و روش طیف سنجی پراش الکترونی استفاده شد.
فرآیند پوشش دهی
بعد از تولید نمونه ای با چگالی بالا. که به شکل استوانه ای با ارتفاع 15 و قطر 15 میلی متر بود. 12 نمونه با برش های نازک توسط وایرکات حاصل گردید. سطوح همه این نمونه ها با سنباده شماره 240 سایش گردید. سپس با آب و صابون شستشوی شدند و به مدت 20 دقیقه در الکل با دستگاه فراصوت. در دمای 35 درجه سانتی گراد تمیزکاری سطحی شدند. در پایان برای بالا بردن فعالیت سطح و در پی آن بالا بردن چسبندگی پوشش. نمونه ها به مدت 2 دقیقه در محلولی حاوی 70 درصد آب. 25 درصد اسید کلریدریک و 5 درصد اسید نیتریک قرار دهی شد. و سپس در حمام پوشش دهی قرار گرفتند. اجزا و مقدار مواد مورد استفاده برای تهیه حمام پوشش دهی در جدول 3 معلوم و مشخص است.
فولاد 2080
برای تهیه این محلول، ابتدا اسید بوریک را در آب دو بار تقطیر ریختند. و به کمک هم زن مغناطیسی هم زده شد. پس از انحلال کامل، گلوکونات سدیم به عنوان کیلیت کننده (که مهارکننده یون های فلزی است. و مانع از باقی ماندن و آزاد ماندن یون های فلزی در آب می شود) به محلول اضافه شد. تا به صورت کامل حل شود و سپس سولفات کبالت به محلول اضافه شد. و هم زدن به مدت 30 دقیقه ادامه یافت. بعد از آن 24 ساعت به محلول استراحت داده شد تا کیلیت شدن یون ها به طور کامل صورت گیرد. پس از آن سولفات منگنز و سولفات آمونیوم هم زمان به حمام اضافه شدند. و سپس 24 ساعت به محلول استراحت داده شد.
پس از آن PH حمام توسط اسید سولفوریک رقیق در 3 تنظیم شد. برای پوشش دهی از دو آند گرافیتی در طرفین نمونه استفاده شد. که به قطب مثبت و نمونه مورد نظر به قطب منفی متصل شد. و با چگالی جریان های 150 و 200 و 250 میلی آمپر بر سانتی متر مربع. به مدت زمان های 20،40،60،80 دقیقه پوشش دهی انجام شد. در ادامه برای بررسی مورفولوژی پوشش و ضخامت پوشش از میکروسکوپ الکترونی روبشی استفاده شد.
فرایند اکسیداسیون
12 نمونه (6 نمونه پشش دار و 6 نمونه بدون پوشش). در کوره عملیات حرارتی با اتمسفر هوا. در دمای 800 درجه سانتی گراد به مدت زمان های 75،50،25،2/5 و 100 ساعت قرار گرفتند. و در هر کدام از این یک نمونه پوشش دار و یک نمونه بدون پوشش از کوره خارج شد. و تغییرات وزن (افزایش وزن) حاصل از اکسیداسیون برای هر نمونه اندازه گیری شد.
در پایان، نمودار اکسیداسیون نمونه های پوشش دار و بدون پوشش رسم شد. و ثابت اکسیداسیون برای هر دو نوع نمونه به دست آمد. برای بررسی مورفولوژی سطح نمونه ها و ضخامت پوشش و لایه های اکسیدی. از میکروسکوپ الکترونی روبشی و برای بررسی فازهای تشکیل شده در پوشش. بعد از اکسیداسیون نیز از الگوی پراش اشعه ایکس استفاده شد.
مقاومت الکتریکی سطحی
بعد از آزمون اکسیداسیون، مقاومت الکتریکی سطحی نمونه های پوشش دار و بدون پوشش. اندازه گیری و نمودار آن بر حسب زمان اکسیداسیون رسم شد. در این روش از یک منبع جریان ثابت با چگالی جریان میلی آمپر بر سانتی متر مربع استفاده شد. و ولتاژ توسط ولت متر در هر 30 دقیقه اندازه گیری شد. برای اندازه گیری مقاومت، چهار سیم پلاتینی به یک طرف نمونه ها که پولیش شده بودند، جوش داده شد. که از طریق دو تای آنها ولتاژ اعمال شد و از دو تای دیگر جریان به عنوان پاسخ خوانده شد. با استفاده از قانون اهم، مقاومت الکتریکی سطحی نمونه ها به دست آمد.
نتایج بحث
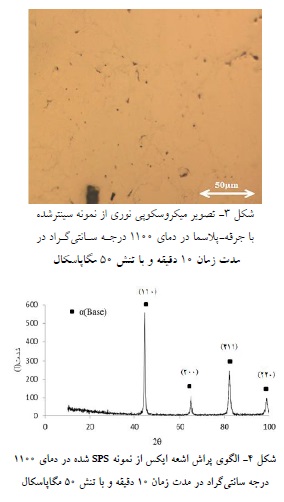
تولید آلیاژ Crofer22APU به روش آلیاژسازی مکانیکی در این مرحله بعد از 40 ساعت آلیاژسازی. برای اطمینان از ایجاد فاز فریت از الگوی پراش ایکس استفاده شد که در شکل 1 نشان داده شده است. با استفاده از نرم افزار X-Pert مشخص شد که هیچ اکسیدی در پودر وجود ندارد. و فاز موجود کاملاً فریت است. با استفاده از نرم افزار Sigma Plot و X-Pert و رابطه ویلیامسیون-هال (رابطه 1). اندازه کریستالیت های ذرات آسیاب شده در حدود 35 نانومتر تخمین زده شد.

در این رابطه، λ طول موج اشعه ایکس، d اندازه دانه. A ثابت (معمولاً A=1)،β پهنای پیک در نیمه ارتفاع آن (بر حسب رادیان). و θ زاویه پراگ است.
پرس و سینتر کردن
پودر فولاد زنگ نزن فریتی خاصیت پرس پذیری بسیار پائینی دارد. به همین دلیل علیرغم به کار بردن شرایط مختلف پرس و سینتر، پودرها پرس نشده. به صورت لایه لایه از یکدیگر جدا شدند. برای پرس پذیری بهتر از بایندر پلی ونیل الکل با ترکیب شیمیایی C2H4O استفاده شد. این ماده در دمایی حدود 300 درجه سانتی گراد تبخیر می شود. و به همین دلیل پس از سینتر کردن در نمونه باقی نمی ماند. اما با خارج شدن از ساختار باعث ایجاد تخلخل می شود.
بهترین نتیجه با آنیل کردن پودر به مدت 2 ساعت در دمای 500 درجه سانتی گراد. و سپس پرس کردن همراه با 3/5 درصد بایندر و با نیروی 13 تن. (در قالبی با جنس فولاد سردکار و قطر 15 میلی متر). و سپس سینتر کردن به مدت یک ساعت در خلأ با فشار 10 توان منفی Torr به دست آمد. تصویر میکروسکوپی نوری نمونه حاصل در شکل 2 نشان داده شده است. در این تصویر مشاهده می شود که نمونه حاوی تخلخل و ترک است.
برای بدست آمدن نمونه ای ایده ال باید حداقل چگال شدن نمونه 94 درصد باشد. این در حالی است که این نمونه، حدود 70 درصد چگال شده است.
در ادامه به جای سینتر کردن معمولی از روش سینتر کردن جرقه-پلاسما استفاده شد. این نمونه در مدت زمان 10 دقیقه در دمای 110 درجه سانتی گراد و با تنش 50 مگاپاسکال ایجاد شد. که تصویر میکروسکوپی آن در شکل 3 آمده است. این روش ایده ال بوده و برای سینتر کردن نمونه های پودری به طور هم زمان از دما. فشار و میدان الکترومغناطیسی استفاده می کند. سینتر شدن این نمونه های پودری بسیار ترد در زمان های کوتاه. و تنش های پایین و دماهای کم تر از دمای سینتر معمولی. فقط حاصل پلاسمایی است که بین ذرات پودر در حین اعمال یک پالس جریان مستقیم بین ذرات ایجاد می شود. این روش نمونه هایی با چگالی حدود 95 درصد که مطلوب است، ایجاد کرده است.
فولاد 2080
برای مطمئن شدن از اینکه در حین عملیات پرس و سینتر کردن، پودر دچار اکسیداسیون نشده است. الگوی پراش اشعه ایکس نمونه حاصل به دست آمد (شکل 4). چنانچه از این الگو مشخص است، نشانه ای از وجود پیک های اکسید نمایان است.
بعد از پرس شدن پودر، برای مشخص شدن اینکه آیا درصد عناصر. در آلیاژ تولید شده با مقادیر مورد نظر (جدول 1) تطابق دارد. آزمنون کوانتومتری (جدول 4) روی نمونه انجام شد.
فولاد 2080
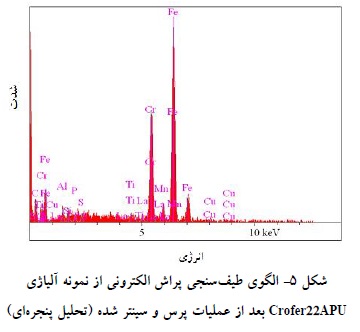
به دلیل اینکه عنصر لانتانیوم در دسته بندی فولادی فریتی برای نرم افزار دستگاه کوانتومتری تعریف نشده بود. برای اطمینان از وجود این عنصر در آلیاژ تولید شده از تکنیک طیف سنجی پراش الکترونی استفاده شد. که نتایج آن در شکل 5 نشان داده شده است. همانطوری که ملاحظه می شود، مقدار لانتانیوم با حتساب ناخالصی ها، حدود 0/2 درصد تخمین زده می شود. هم چنین با جدول 4، بقیه عناصر آلیاژ در رنج مورد نظر (جدول 1) هستند. علت وجود پیک کربن در تحلیل طیف سنجی پراش الکترونی. شاید به دلیل نفوذ کربن از قالب گرافیتی به داخل نمونه در مرحله پرس. با روش سینتر کردن جرقه – پلاسما باشد.
عملیات پوشش دهی
همانطور که قبلاً گفته شد، یکی از بهترین پوشش ها برای صفحات اتصال دهنده. در پیل های سوختی اکسید جامد پوشش اسپینلی منگنز-کبالت است. که به روش رسوب دهی الکتریکی قابل اعمال است. پس از تولید فولاد زنگ نزن فریتی Crofer22APU، لازم است که روی نمونه ها پوشش اسپینلی منگنز-کبالت داده شود.
فولاد 2080
قبل از پوشش دهی، آماده سازی سطح صورت گرفت. و پوشش دهی به مدت 20 دقیقه در چگالی. جریان های 150،200 و 250 میلی آمپر بر سانتی متر مربع انجام گرفت. پس از آزمون طیف سنجی پراش الکترونی، مقدار عناصر کبالت و منگنز در هر سه چگالی جریان به دست آمد. که در جدول 5 نمایش داده شده است.
فولاد 2080
همان طور که گفته شد، به دلیل اینکه این پوشش ها دارای تخلخل زیادی بوده. و ضخامت کمی دارند، پیک های زیر لایه. و همچنین اجزای محلول به دام افتاده در این حفره ظاهر شده اند. اما چون فقط درصد منگنز و کبالت در این آزمون مهم اند، لذا از دیگر عناصر چشم پوشی شد.
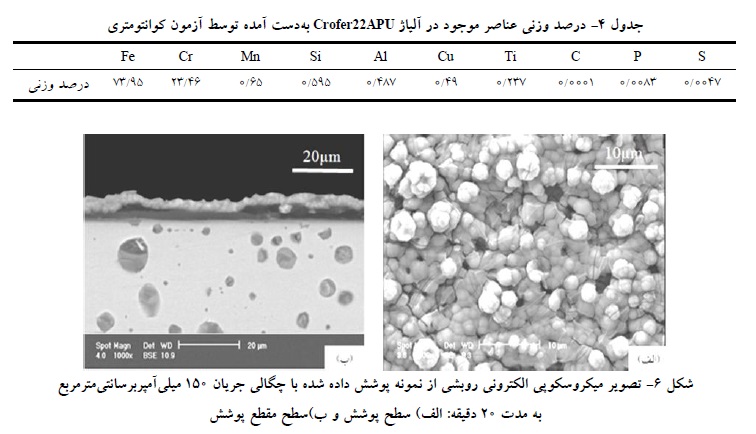
سطح پوشش ها در ضخامت آنها به وسیله میکروسکوپ الکترونی روبشی مورد بررسی قرار گرفت. شکل 6 تصاویری از سطح و سطح مقطع نمونه پوشش داده شده. با چگالی جریان 150 میلی آمپر بر سانتی متر مربع را نشان می دهد.
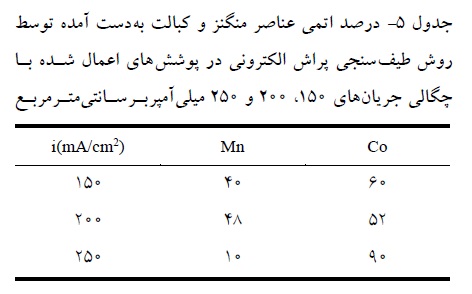
مشخص است که پوشش، دارای تخلخل و ترک (شکل 6-الف) است. که این از مشخصه این نوع از پوشش ها است. ضخامت پوشش به صورت میانگین حدود 8 میکرومتر است. (شکل 6-ب) در ادامه، نمونه ها با چگالی جریان 200 میلی آمپر بر سانتی متر مربع نیز پوشش داده شدند. با توجه به شکل 7-الف مشخص است که پوشش دارای تخلخل. و ترک بیش تری نسبت به چگالی جریان 150 میلی آمپر بر سانتی متر مربع (شکل 6-الف) است. ضخامت پوشش به صورت میانگین حدود 10 میکرومتر (شکل 7-ب) بود.
فولاد 2080
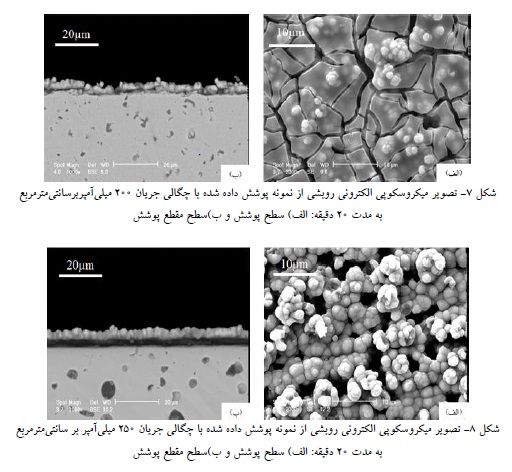
شکل 8 تصاویری از سطح و سطح مقطع نمونه پوشش داده شده. در چگالی جریان 250 میلی آمپر بر سانتی متر مربع را نشان می دهد. این پوشش دارای تخلخل بیش تری. نسبت به چگالی جریان های 200 و 150 میلی آمپر بر سانتی متر مربع است. که آن را می توان به دلیل آزاد شدن هیدروژن با شدت بیش تری. بر روی سطح نسبت به چگالی جریان های قبلی دانست. ضخامت پوشش به صورت میانگین حدود 11 میکرومتر (شکل 8-ب) است.
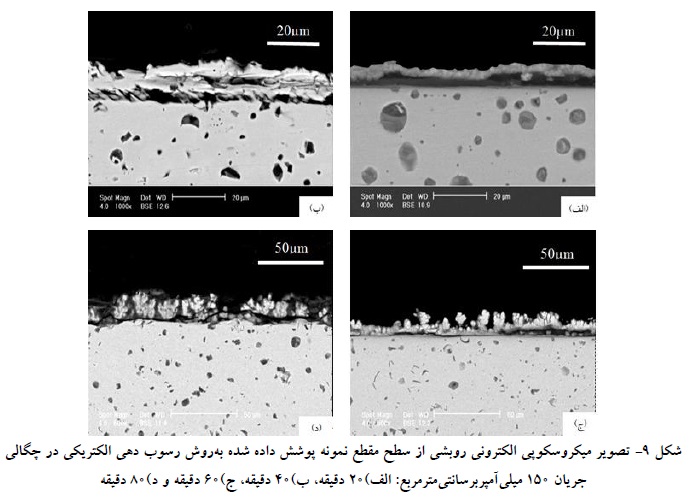
با توجه به نتایج طیف سنجی پراش الکترونی. چون در چگالی جریان 200 میلی آمپر بر سانتی متر مربع. درصد منگنز و کبالت تقریباً برابر بودند. می توان نتیجه گرفت که بهترین چگالی جریان برای پوشش دهی، چگالی جریان 200 میلی آمبر بر سانتی مترمربع است. لیکن با مشاهده مورفولوژی پوشش ها مشاهده شد. که بهترین چگالی جریان برای پوشش دهی 150 میلی آمپر بر سانتی مترمربع است. چون پوشش حاصل دارای تخلخل و ترک کم تری است. به همین دلیل پوشش دهی در زمان های 60،40 و 80 دقیقه. در چگالی جریان 150 میلی آمپر بر سانتی مترمربع صورت گرفت (شکل 9). ملاحظه می شود که با افزایش زمان پوشش دهی، ضخامت پوشش افزایش اما کیفیت پوشش کاهش می یابد. تصاویر ثبتی از سطح مقطع نمونه های پوششی (شکل 9) بیانگر این موضوع است.
با نیل به حالت ایده ال پوشش دهی، 5 عدد از دیسک های موجود با چگالی جریان 150 میلی آمپر بر سانتی متر مربع. و زمان 40 دقیقه پوشش دهی شدند. (ضخامت پوشش 10 تا 15 میکرومتر بود) و همراه با 5 عدد نمونه پوشش داده نشده. در یک کوره عملیات حرارتی به مدت زمان های 75،50،25،2/5،0 و 100 ساعت تحت آزمون اکسیداسیون قرار گرفتند. (یک نمونه پوشش دار و یک نمونه بدون پوشش برای زمان صفر ساعت در نظر گرفته شدند).
فولاد 2080
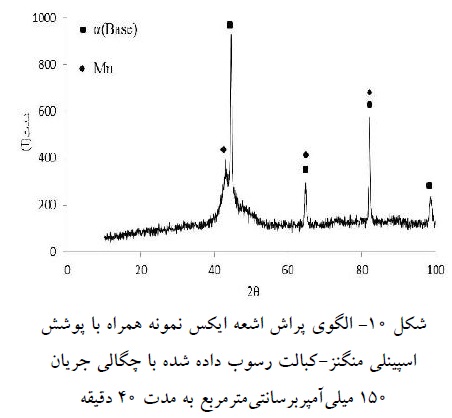
الگوی پراش اشعه ایکس از نمونه پوشش داده شده با چگالی جریان 150 میلی آمپر بر سانتی مترمربع. پس از مدت 40 دقیقه به صورت شکل 10 است. با توجه به الگوی پراش اشعه ایکس از نمونه پوشش داده شده می توان نتیجه گرفت. که کبالت در منگنز حل شده، یک محلول جامد تشکیل داده است. در این الگو، از بین عناصر منگنز و کبالت، فقط پیک منگنز وجود دارد. و دیگر پیک ها مربوط به زیر لایه است. با حل شدن کبالت در ساختار منگنز به دلیل اینکه فاز کبالت پراش اشعه ایکس نخواهد داشت. فقط پیک منگنز مشاهده می شود. چون این پوشش ها دارای تخلخل زیادی هستند و ضخامت کمی نیز دارند. به همین دلیل در الگوی پراش اشعه ایکس آنها پیک های زیر لایه نیز به وضوح قابل مشاهده است.
این پوشش ها با وجود اینکه متخلخل و دارای ضخامت کمی اند. اما مقاومت به اکسیداسیون و مقاومت الکتریکی سطحی را بهبود می بخشند. زیرا چسبندگی قابل توجهی با زیر لایه دارند و طی فرآیند اکسیداسیون تخلخل های آنها کاهش می یابد.
آزمون اکسیداسیون
فولاد 2080
5 نمونه پوشش داده شده و 5 نمونه به غیر از پوشش در کوره عملیات حرارتی با دمای 800 درجه سانتی گراد. با اتمسفر هوا در زمان های 75،50،25،2/5،0 و 100 ساعت تحت فرآیند اکسیداسیون قرار گرفتند. به صورتی که هر 25 ساعت یک نمونه پوشش دار همراه با یک نمونه بدون پوشش از کوره خارج شد. و تغییرات وزن قبل و بعد از اکسیداسیون اندازه گیری شد. با استفاده از این اطلاعات نمودار مربع تغییرات وزن بر واحد سطح بر حسب زمان رسم شد (شکل 11). با توجه به شکل 11 می توان نتیجه گرفت که رفتار اکسیداسیونی این آلیاژ. هم به صورت پوشش دار و هم به صورت بدون پوشش. از هیچ قانون اکسیداسیونی پیروی نمی کند. و رفتار آن سینوسی شکل است. با این تفاوت که آلیاژ پوشش دار مقاومت به اکسیداسیون بیشتری از خود نشان داده است.
البته این را باید خاطر نشان کرد. که رفتار اکسیداسیون این آلیاژ پس از زمان های طولانی تر از 100 ساعت. با توجه به رابطه 2 به صورت سهمی درجه دو خواهد بود.

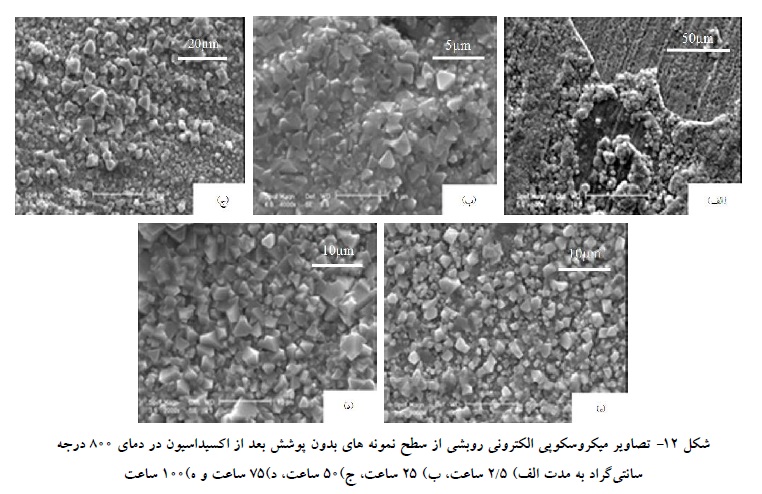
شکل 12 اتفاقاتی که بر روی سطح آلیاژ بدون پوشش در طی اکسیداسیون. اکسید کروم (کرومیا) روی سطح تشکیل می شود. و اگر اکسیداسیون آن ادامه پیدا نکند و اکسید اسپینلی منگنز-کروم بر روی پوسته اکسیدی تشکیل نشود. پوسته اکسیدی از روی سطح کنده می شود (شکل 12-الف)، اکسید اسپینلی منگنز-کروم روی کرومیا. با نفوذ منگنز موجود در آلیاژ به سمت سطح. و ترکیب آن با اکسیدهای پایه کروم شروع به تشکیل شدن می کند. به همین دلیل نمودار اکسیداسیون (شکل 11). شیب زیادی را در بین ساعات 2/5 تا 25 ساعت متحمل و افزایش وزن به شدت زیاد می شود.
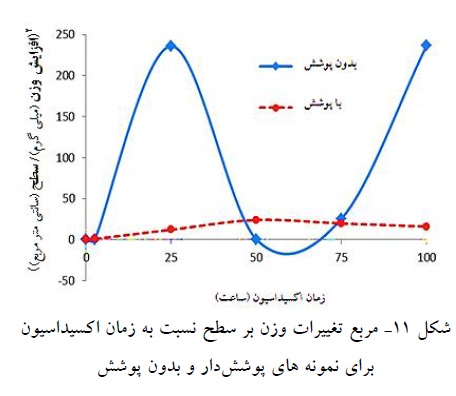
در ادامه و در زمان های بعدی تا زمان 100 ساعت. این اسپینل ها به صورت کامل تری تشکیل می شود و سطح را می پوشاند. و از کنده شدن پوسته اکسیدی از سطح آلیاژ جلوگیری می کنند. و در نمودار شکل 11 مشخص است که پس از زمان 25 ساعت. نمودار به جای اینکه به سمت بالا حرکت کند، کاهش وزن را نشان می دهد.
در ادامه این موضوع باید اشاره شود. که فولادهای زنگ نزن فریتی در دماهای بالا (حدود 7000 درجه سانتی گراد). در معرض تبخیر اکسید کروم قرار می گیرند. به صورتی که اکسید کروم به صورت فاز گازی تبخیر می شود. و این آلیاژ هم از این موضوع مستثنی نیست. باید خاطرنشان کرد که تبخیر اکسید کروم تا هنگامی رخ می دهد. که اکسید اسپینلی منگنز-کروم تمام سطح را نپوشانده باشد (در بین زمان 25 تا 50 ساعت). و اکسید کروم مستقیماً با محیط در ارتباط باشد.
با توجه به نمودار شکل 11 مشاهده می شود که در بین زمان 25 تا 50 ساعت. کاهش وزن وجود داشته است و پس از 50 ساعت، نمودار به سمت بالا رفته است. که علت آن را می توان پوشانیده شدن تمام سطح پوسته اکسیدی کروم به وسیله اکسید اسپینلی منگنز-کروم. و جلوگیری از تبخیر آن پس از 50 ساعت اکسیداسیون دانست. با افزایش بیشتر زمان اکسیداسیون، اسپینل ها به صورت دارای فشردگی بیشتر سطح آلیاژ را می پوشانند. و آلیاژ رفتار اکسیداسیون خوبی از خود نشان می دهد.
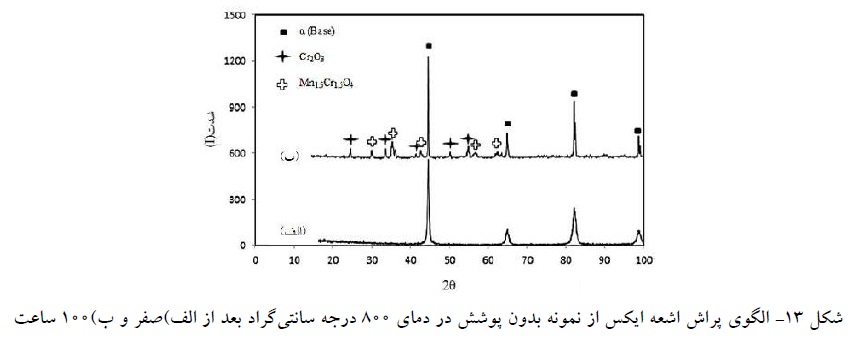
بعد از اکسیداسیون الگوی پراش اشعه ایکس حاصل از سطح (شکل 13). تشکیل لایه کرومیا و اکسید اسپینلی منگنز-کروم بر روی سطح آلیاژ را اثبات می کند. به دلیل اینکه در آلیاژ کروفر، مقدار کروم حدود 23 درصد وزنی است. و نفوذ زیاد کروم از زیر لایه به سطح برای تشکیل اکسید کروم و اکسید اسپینلی-منگنز-کروم وجود دارد. این امر از نفوذ آهن به سطح جلوگیری و از اکسید شدن آهن جلوگیری می کند.
فولاد 2080
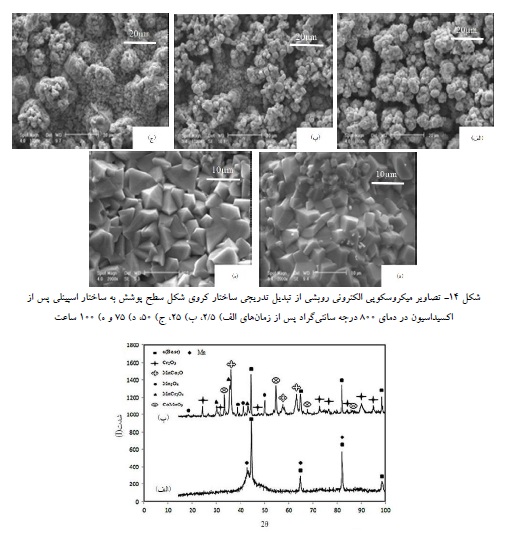
نمودار اکسیداسیون (شکل 11) نشان می دهند. که رفتار اکسیداسیون نمونه های پوشش دار بهتر از نمونه های بدون پوشش است. و این به دلیل وجود پوشش بر روی سطح آلیاژ است. که از رشد پوسته اکسیدی بر روی زیر لایه جلوگیری می کند. و عمدتاً می توان افزایش وزن نمونه های پوشش دار را حاصل. تبدیل پوشش منگنز-کبالت به اسپینل منگنز-کبالت دانست (شکل 14).
افزایش وزن آلیاژ پوشش دار کم تر از آلیاژ بدون پوشش است. چون افزایش وزن آلیاژ بدون پوشش در حین اکسیداسیون به دلیل تشکیل پوسته کرومیا و اکسید اسپینلی منگنز-کروم. و آن هم به دلیل ضخیم تر شدن از افزایش وزن تبدیل به اکسید اسپینل بیشتر است. نزول نمودار و یا به عبارتی کاهش وزن آلیاژ پوشش دار پس از 50 ساعت اکسیداسیون را در شکل 11. می توان به تبخیر اکسید کروم به دلیل متخلخل بودن پوشش نسبت داد. شدت این اتفاق برای آلیاژ پوشش دار. نسبت به آلیاژ بدون پوشش با توجه به شکل 11 بسیار کم تر است.
فولاد 2080
هنگامی این پوشش ها خواص حفاظتی کامل خود را نشان می دهند و نقش خود را ایفا می کنند. که به صورت فازهای اکسید اسپینلی منگنز-کبالت و به صورت فشرده تمام سطح را بپوشانند. و این اتفاق با توجه به تصاویر میکروسکوپی الکترونی روبشی از سطح پوشش. در زمان 75 ساعت (شکل 14-د) رخ داده است. ولی با افزایش زمان اکسیداسیون و تا نیل به زمان 100 ساعت. تغییرات وزن زیادی نسبت به زمان 75 ساعت مشاهده نمی شود. در تصاویر میکروسکوپی الکترونی روبشی پوشش ها (شکل 14) مشاهده می شود. که حتی در زمان های طولانی تر و دمای بالا، پوسته شدن در آنها اتفاق نیافتاده است.
این موضوع به این علت است که پوشش های اکسید اسپینلی. پیوند خوبی با زیر لایه فریتی دارند. و از ابتدا نیز یکی از علل انتخاب این پوشش. انطباق مناسب ضریب انبساط حرارتی آن با زیر لایه فرتی بود. که این انطباق باعث می شود که پوشش از روی سطح زیر لایه کنده نشود. پس از 2/5 ساعت اکسیداسیون پوشش، هنوز اسپینل های منگنز-کبالت تشکیل نشده اند. (شکل 14-الف) و با افزایش زمان اکسیداسیون، اسپینل ها شروع به تشکیل شدن کرده اند. (شکل 14-ب). با افزایش زمان اکسیداسیون از 25 تا 50 ساعت. مقدار اسپینل ها بیش تر و هم چنین اندازه آنها بزرگ تر می شود (شکل 14-ب).
فولاد 2080
در ادامه، پوشیدگی تقریباً تمام سطح توسط اسپینل های منگنز-کبالت را می توان در 75 ساعت اکسیداسیون دانست (شکل-د). و به همین دلیل است که پس از 75 ساعت اکسیداسیون. هیچ کاهش وزنی در نمودار شکل 11 مشاهده نشده است. با ادامه زمان اکسیداسیون پس از 100 ساعت اکسیداسیون، اسپینل های منگنز-کبالت، تقریباً تمام سطح را پوشانیده اند (شکل 14-ه).

به همین دلیل افزایش وزن نمونه های پوشش دار. کم تر از نمونه های بدون پوشش که افزایش وزن آنها در حین اکسیداسیون. به دلیل تشکیل پوسته کرومیا و اکسید اسپینلی منگنز-کروم ضخیم تری نسبت به نمونه های پوشش دار است، می باشد. البته باید خاطرنشان کرد که چون پوشش دارای تخلخل است و اکسیژن به داخل آن نفوذ می کند. احتمال تشکیل کرومیا در زیر پوشش ایجادی (اسپینل منگنز-کبالت) هنوز وجود دارد (شکل 15).
در ادامه این نکته قابل ذکر است. که چون نمونه ها به صورت هم دما در کوره عملیات حرارتی قرار گرفتند. و از دمای محیط به دمای 800 درجه سانتی گراد رسیدند. با توجه به نمودار فازیشان، Mn3O4 در بین دمای 25 تا 300 درجه سانتی گراد و CoMnO3. در بین دمای 300 تا 550 درجه سانتی گراد تشکیل می شود. مقاومت الکتریکی اکسید کروم بیشتر از زیر لایه فریتی است. و مقاومت الکتریکی اسپینل منگنز-کروم کمتر از اکسید کروم است و اسپینل منگنز-کبالت،مقاومت الکتریکی کمتری نسبت به همه آنها دارد.
فولاد 2080
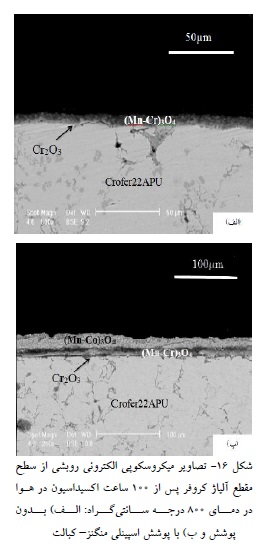
سطح مقطع آلیاژ کروفر بدون پوشش (شکل 16-الف). و با پوشش (شکل 16-ب) پس از 100 ساعت اکسیداسیون در 800 درجه سانتی گراد. توسط میکروسکوپ الکترونی روبشی بررسی شد. ضخامت لایه اکسیدی که شامل کرومیا و لایه اسپینلی منگنز-کروم است، حدود 8 میکرومتر است. این در حالی است که این مقدار برای آلیاژ دارای پوشش حدود 6 میکرومتر است. که این مقادیر مقاومت بالاتر اکسیداسیون آلیاژ کروفر پوشش دار نسبت به آلیاژ بدون پوشش را نشان می دهد. که به دلیل کاهش نفوذ کروم به سمت سطح و کاهش نفوذ اکسیژن از سمت محیط. به سمت آلیاژ در نمونه پوشش دار است.
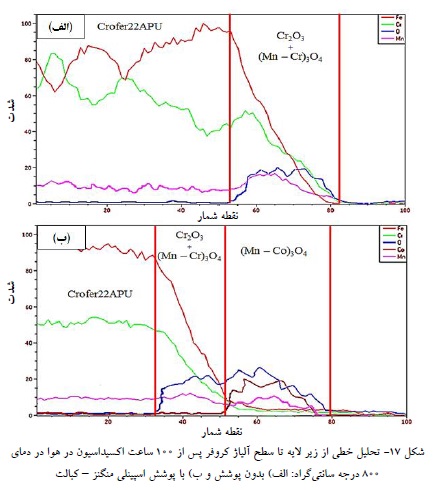
در ادامه برای نشان دهی نفوذ عناصری مثل آهن، کروم، منگنز، کبالت و اکسیژن. تحلیل خطی این عناصر بر روی سطح مقطع آلیاژ بدون پوشش (شکل 17-الف) و پوشش دار (شکل 17-ب) انجام شد. مشاهده می شود که بیشترین مقدار اکسیژن نزدیک به سطح آلیاژ است. و آن هم به دلیل اکسیداسیون سطع آلیاژ است. در این آلیاژ مشاهده می شود که نفوذ کروم از سطح آلیاژ طبق پروفیل غلظتی کروم (شکل 17-الف) دانست. که به دلیل نفوذ بیشتر کروم برای تشکیل لایه اکسید اسپینلی منگنز-کروم و اکسید کروم است.
فولاد 2080
البته نفوذ منگنز نیز از زیر لایه به سطح وجود دارد. اما شیب غلظتی آن از زیر لایه تا سطح، زیاد واضح نبوده. که شکل 17-الف این موضوع را اثبات می کند. برای آلیاژ کروفر با پوشش منگنز-کبالت (شکل 17-ب). برخلاف آلیاژ بدون پوشش، تخلیه کروم و غنی شدن آهن در سطح آلیاژ، مشاهده نمی شود. هم چنین، تغییر غلظت کبالت به دلیل نفوذ از پوشش به زیر لایه، مشاهده نمی شود. اما وجود کبالت در پوشش اثبات می شود.
تبخیر اکسید کروم در آلیاژ کروفر بدون پوشش باعث می شود که در شکل 17-الف، تخلیه کروم مشاهده شود. به صورتی که با تبخیر اکسید کروم، تقاضای آلیاژ برای مصرف کروم و تبدیل به کرومیا تشدید می شود. و کاهش غلظت کروم در آلیاژ، قبل از نیل به لایه اکسیدی وجود دارد. لیکن با حضور پوشش اسپینلی منگنز-کبالت، این قضیه مرتفع می شود. و به همین خاطر تخلیه کروم به وقوع نمی پیوندد.
مقاومت الکتریکی سطحی
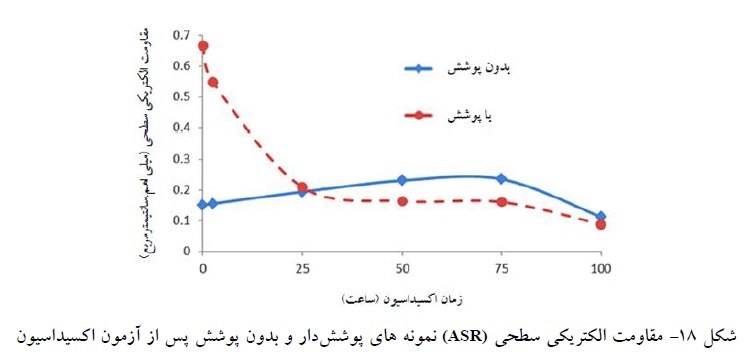
پس از پایان آزمون اکسیداسیون، مقاومت الکتریکی نمونه های اکسیدی اندازه گیری شد. و مقاومت الکتریکی نمونه های پوشش دار و بدون پوشش با یکدیگر مقایسه شد (شکل 18).
با توجه به نمودار شکل 18 و استناد به شکل 12 مشاهده می شود. که با افزایش زمان اکسیداسیون، مقاومت الکتریکی نمونه بدون پوشش افزایش می یابد. و این به دلیل تشکیل لایه کرومیا بر سطح آن است که مقاومت الکتریکی آن بیشتر از سطح فلزی است. با افزایش زمان اکسیداسیون به تدریج اکسید اسپینلی منگنز-کروم بر روی لایه کرومیا تشکیل می شود. با شروع تشکیل این اکسید اسپینلی، به دلیل پایین تر بودن مقاومت الکتریکی آن، مقاومت الکتریکی سطح کاهش می یابد. که با افزایش زمان اکسیداسیون و نیل به زمان 100 ساعت، اکسید اسپینلی دارای فشردگی بیشتر می شود. و تمام سطح را می پوشاند و باعث کاهش مقاومت الکتریکی می شوند. برای مقاومت الکتریکی نمونه ها می توان بازه 0/1 تا 0/3 میلی اهم – سانتی متر مربع. را برای نمونه های بدون پوشش گزارش کرد.
شکل 14 اتفاقاتی که بر روی سطح نمونه های پوشش دار طی اکسیداسیون رخ می دهد را نشان می دهد. همانطوری که نمایان است، در ساعات اولیه اکسیداسیون، پوشش هنوز به ساختار اصلی خود. که ساختاری اسپینلی است نمی رسد. و لذا تخلخل هایی روی سطح آن مشاهده می شود که نتیجه آن بالا بودن مقاومت الکتریکی سطحی است. چون وجود تخلخل و در ادامه وجود هوا در آن باعث افزایش مقاومت الکتریکی سطحی می شود.
فولاد 2080
با افزایش زمان به 25 ساعت، اسپینل های منگنز – کبالت شروع به ایجاد شدن می کنند. و چون این اسپینل ها مقاومت الکتریکی سطحی پایینی دارند. لذا مقاومت الکتریکی را نسبت به حالت قبل کاهش می دهند. ولی به خاطر اینکه هنوز ساختار به طور کامل اسپینلی نشده است.، مقاومت الکتریکی هنوز بیشتر از حد انتظار است. در ادامه با افزایش زمان اکسیداسیون به 50 و 75 ساعت، ساختار اسپینلی بیشتر رشد کرده. و تخلخل سطح کم تر می شود. که این امر کاهش بیشتر مقاومت الکتریکی سطحی را به دنبال خواهد داشت. پس از 100 ساعت اکسیداسیون، اکسید اسپینلی متراکمی روی سطح شکل می گیرد. که می تواند فضاهای خالی را پر می کنند. و لذا مقاومت الکتریکی سطحی به کمترین مقدار خود (نسبت به زمان های قبلی) خواهد رسید.
در پایان باید خاطر نشان کرد که آلیاژ Crofer22APU تولیدی به روش آلیاژ سازی مکانیکی. در مقایسه با آلیاژ تجاری آن که به روش ریختگری تولید می شود. پس از 100 ساعت اکسیداسیون، حدوداً رفتار اکسیداسیون مشابه، اما مقاومت الکتریکی سطحی کمتری را از خود نشان می دهد. در مورد آلیاژ تجاری بدون پوشش مقاومت الکتریکی سطحی حدود 11 میلی اهم سانتی متر مربع. و برای آلیاژ همراه با پوشش منگنز-کبالت حدود 5 میلی اهم سانتی متر مربع بوده است.
فولاد 2080
برای نمونه های تولیدی به روش آلیاژ سازی مکانیکی. این مقادیر کمتر از 1 میلی اهم سانتی متر مربع است. این نکته حائز اهمیت است که مقاومت الکتریکی مورد گزارش برای آلیاژ تجاری. مقاومت تماسی در دمای 800 درجه سانتی گراد است. اما در پژوهش حاضر، مقاومت الکتریکی سطحی در دمای 25 درجه سانتی گراد اندازه گیری گردید. البته چنین رویه ای در کار سایر پژوهشگران نیز نمایان و مشخص گردید. در ادامه این موضوع باید به این نکته اشاره کرد. که لایه های اکسیدی، نیمه رسانا هستند. و مقاومت الکتریکی آنها با افزایش دما کاهش می یابد. به همین دلیل با افزایش دما مقدار مقاومت الکتریکی سطحی کمتر از این مقدار خواهد بود.
نتیجه گری
1- به دلیل اینکه عناصر مختلف با فشار بخارهای متفاوتی در فولاد زنگ نزن فریتی Crofer22APU وجود دارد. و ریخته گری این آلیاژ مشکل ساز است. یکی از روش های آسان برای تولید این فولاد در مقیاس محدود، آلیاژ سازی مکانیکی است.
2- پوشش منگنز-کبالت بر روی آلیاژ Crofer22APU. با استفاده از رسوب دهی الکتریکی با اعمال چگالی جریان 150 میلی آمپر بر سانتی متر مربع. و زمان 40 دقیقه به دلیل تخلخل کمتر و ضخامت بیشتر در حالت ایده ال خود قرار دارد.
3- رفتار اکسیداسیونی آلیاژ کروفر در مدت زمان 100 ساعت. در 800 درجه سانتی گراد با بازه های زمانی 25 ساعت. هم به صورت پوشش دار و هم به صورت بدون پوشش از هیچ قانونی پیروی نمی کند.
4- حضور پوشش اسپینلی منگنز-کبالت نه تنها منجر به افزایش مقاومت به اکسیداسیون آلیاژ می شود. بلکه از تبخیر اکسید کروم متشکل روی سطح آلیاژ در حین اکسیداسیون جلوگیری می کند. که این امر منجر به جلوگیری از تخلیه کروم در سطح آلیاژ می شود.
5- آلیاژ Crofer22APU تولیدی به روش آلیاژ سازی مکانیکی. در مقایسه با آلیاژ تجاری آن که به روش ریختگری تولید می شود. پس از 100 ساعت اکسیداسیون. تا حدودی رفتار اکسیداسیون مشابه دارد اما مقاومت الکتریکی سطحی کمتری را از خود نشان می دهد.
فولاد 2080
دانشکده مهندسی مواد، دانشگاه صنعتی اصفهان (محمد رضوانی، کیوان رئیسی و فتح الله کریم زاده)