شناخت فولادها-آشنایی با استانداردها
آشنایی با استانداردها، شناخت فولاد ها و چدن های متداول در صنعت و چگونگی استفاده از کتاب کلید فولاد
شناخت فولادها
مخاطبین این مطلب دانشجویان، مهندسان، کارشناسان و تمامی افرادی هستند. که به نحوی با محصولات مختلف فولادی سر و کار دارند و نیاز دارند. تا درباره نامگذاری فولادها اطلاعاتی داشته باشند. و به عبارت ساده تر فولادها را بشناسند. در این مجموعه با فراهم نمودن اطلاعات پایه سعی گردیده است. تا شناخت و استفاده بهتر از قواعد و چارچوب های تعیین شده پیرامون نامگذاری فولادها، امکان پذیر پردد.
در گرد آوری مطالب سعی بر این بوده است. تا خواننده به سهولت و در کمترین زمان ممکن بتواند اطلاعات مورد نیاز. را در مورد شیوه نامگذاری فولادها در استانداردهای مختلف آمریکایی. اروپایی و نیز استانداردهای کشورهای صنعتی نظیر آلمان، فرانسه و روسیه بدست آورد. در ضمن موضوع مهم نحوه مقایسه فولادها در استانداردهای مختلف و به عبارت دیگر چگونگی تعیین استاندارد معادل فولاد ها. نیز مورد بررسی قرار گرفته است. تلاش گردیده است ا پیوست های این کتاب به نحوی انتخاب گردند. تا اطلاعات مفید دیگری نیز در اختیار خواننده قرار گیرد.
در ضمن جداول مقایسه استانداردهای فولادها و چدن ها. به عنوان آخرین پیوست مطالب خواننده را در مقایسه سریع استانداردهای مختلف. بدون نیاز به مراجعه به جداول متعدد یاری می دهد.
با توجه به رو به رشد بودن صنایع کشور و افزایش ساخت و سازها در صنایع مختلف. امروزه شناخت استانداردهای مختلف فولادها به یک نیاز عمومی تبدیل شده است. و اگر این مطالب بتواند به عنوان یک راهنما مورد استفاده قرار گیرد. هدف نگارنده برآورده شده است.
آشنایی با متالورژی
متالورژی، علم یا هنر؟
تعریف “متالورژی یکی از قدیمی ترین هنرها و یکی از جدیدترین علوم است”. به خوبی تاریخچه طولانی و جالب رشته ی متالورژی را بیان می کند. از زمانی که بشر فلز را شناخت، متالوژی را به عنوان یک هنر فرا گرفت. علم شناخت و استخراج فلزات و هنر کارروی آنها را متالورژی می نمامند. این علم فرآوری مواد معدنی ا کانه های آنها (جداسازی از سنگ معدن). ذوب، تصفیه و تولید شمش، بهبود خواص و تهیه آلیاژها و فن کار بر روی فلزات. و شکل دادن آنها را در بر می گیرد. متالوژی (metallurgy ) از دو واژه یونانی Metal به معنی فلز و ourgein به معنی کار کردن ترکیب شده است.
در اینجا توجه به این نکته لازم است که. حتی بسیاری از متخصصین نیز نام این رشته را “متالوژی” نوشته و تلفظ می کنند. که با توجه به ریشه ی کلمه، نادرست است. احتمالاً منشأ این خطا، قیاس نادرستی است که بعضی ها در ذهن خود می سازند. چون بیولوژی، فیزیولوژی، رادیولوژی و صدها رشته ی علمی دیگر به “لوژی” ختم می شوند، آنها تصور می کنند. که این رشته ی علمی هم باید به همان قیاس متالوژی باشد.
شناخت فولادها
متالورژی به عنوان علم، نسبتاً جوان است به طوری که. هنوز صد سال نیست که فلزات را مورد مطالعه ی علی همه جانبه قرار داده اند. با همه، اینها متالوژی با اینکه یکی از جوانترین دانش ها است، یکی از قدیمی ترین فنون نیز هست. شواهد باستان شناسی نشان می دهد که ساکنین فلات ایران جزو اولین اقوامی بوده اند. که به کشف فلزات و استفاده از آنها نائل گردیده اند. با در نظر گرفتن این سابقه دیرینه. همچنین نقش روز افزون فلزات در زندگی بشر و وجود معادن غنی متعدد در کشورمان. لازم است که دست اندرکاران متالوژی در شناسائی هر چه بیشتر این رشته کوشا بوده. و سطح اطلاعات علمی و فنی سایرین را در این زمینه بالا ببرند.
تاریخچه متالورژی
کاربرد امرزوی فلزات، نتیجه ی تلاش طولانی و گسترده ای است که هزاران سال پیش آغاز شده است. دوره ی فلزات پس از عصر سنگ بوده و از حدود هشت هزار سال پیش شروع گردیده است. به نظر می رسد ((مس)) نخستین فلزی است که. به طور خالص و طبیعی و جدا از مواد معدنی، مورد استفاده بشر قرار گرفته است. با نگاهی به انواع سنگهای مس می بینیم. که آنها کم و بیش از ظاهری فلزی با رنگهای الوان نظیر نیلی، لاجوردی، سبز، طلایی و سرخ برخوردار هستند. این امر می تواند یکی از دلایل عمده توجه بشر اولیه به ترکیبات حاوی مس باشد.
از طرفی چون مس به صورت خالص در طبیعت یافت می شود و قابلیت شکل پذیری مناسبی دارد. لذا جزو اولین فلزاتی است که توجه بشر را جلب نموده است. برخی از پژوهشگران نیز معتقدند که اولین باز ذرات درخشان طلا که در ماسه های اطراف رودخانه ها پراکنده بود. توسط بشر شناسایی شده اند. مصریان و شاید هندیان بیش از سایر ملل در استخراج طلا از سنگ های آن، توفیق داشته اند. در ایران نیز از دوره ی هخامنشیان. آثار متعددی از طلا و نقره خصوصاً در کنار رود جیحون و در شهر همدان کشف شده است.
با گذشت زمان قلع، نقره، سرب و آنتیموان (سنگ سرمه) نیز کشف شدند. فلز کاران سرخ کردن، ذوب فلزات و آمیختن آنها را تجربه کرده و به شناخت تجربی آلیاژها توفیق یافتند. پی بردن به اینکه فلزات را میتوان ذوب کرد. و در قالب هایی به شکل های مورد نظر ریخته گری کرد. و شکل داد، یکی از اساسی ترین گام ها به سوی عصر فلز بوده است. پی بردن به امکان تهیه ی فلزات از کانیهای حاوی فلز نیز گام مهم دیگری در این راستا بود. پیشرفت های متالوژی ارتباط تنگاتنگی با رشد تمدن بشری داشت.
از آلیاژ کردن قلع و مس، مفرغ (برنز) پدید آمد و عصر مفرغ آغاز شد. تولید مفرغ به سالهای بین 1400 تا 4000 پیش از میلاد باز می گردد. مفرغ از نظر زیبایی با مس، طلا و نقره رقابت می کرده، سختی و دوامش از آنها بیشتر بوده. و نیاز بشر را برای ساخت ابزار مختلف تأمین می کرده است. با وجود اینکه هم مس و هم قلع بسیار نرم هستند. ولی با انحلال آنها در یکدیگر، خواسته بشر مبنی بر تولید مواد مستحکم تر برآورده شد. شواهد بارزی در دست است که انسان مزایای استفاده از مفرغ را خیلی زود دریافت. از جمله این شواهد خنجرها، سرنیزه ها، پیکانها، دهنه اسب و آلات و ابزار دیگری هستند. که در نقاط مختلف دنیا، مربوط به عصر مفرغ، کشف شده اند.
آهن در طبیعت نه به حالت آزاد بلکه به صورت سنگ معدن یافت می شود. انسان یقیناً در عصر حجر با آهن آشنا شده است. و چه مشخصه آهن شهاب سنگی، مقدار زیاد نیکل موجود در آن است. دانشمندان به کمک روش های مختلف بررسی ترکیب شیمیایی قطعات آهنی کشف شده در نقاط مختلف جهان، پی برده اند. که بسیاری از این قطعات از آهن شهاب سنگی ساخته شده اند. مصریان قدیم به آن ” فلز بهشتی” می گفتند. آشوریها، بابلیها، کلدانیها، و عبریها، به علت گرانبها بودن آهن از آن در ساختن زیورآلات استفاده می کردند. در عهد حمورابی، یعنی در حدود 4000 سال پیش بهای آهن هشت برابر نقره. و معادل سه ربع بهای طلا بوده است.
شناخت فولادها
در ایران باستان نیز در دوره هخامنشی به مرور مصالح آهنی جای مواد مفرغی را گرفت. به طوری که در اواخر این دوره اسلحه های آهنی جایگزین اسلحه های مفرغی شدند. پیشینیان، سنگ معدن آهن را با ذغال چوب مخلوط کرده و مشتعل می نمودند. ضمناً برای دمش هوا از فوتک های بزرگ باد خور طبیعی بهره می بردند. ولی چون قادر به ایجاد دماهای زیاد نبودند. آهن ناخالص و متخلخل حاصل می شد. که با چکش کاری بر روی آن، اسلحه، گاو آهن، چاقو و ابزار دیگری می ساختند. استخراج آهن در مقایسه با مس، تکنیک بسیار پیچیده تری دارد. از جمله این که احیای آن به دمای بسیار زیادتری نیاز دارد .و به همین نسبت پیشرفت آن کندتر بوده است.
شناخت فولادها
در دوران باستان در ایران، بین النهرین، مصر، یونان و روم مجموعاً. هفت فلز شناخته و به کار برده شده اند. که شامل: طلا (زر)، نقره (سیم)، آهن، سرب (آبار)، قلع (لرزیز) و جیوه (سیماب) می باشند. آثار باستانی و مطالعه آثار ادبی ایران نشان می دهد. که ایرانیان باستان از علوم و فنون متالوژی آگاهی داشته اند. و حتی نام فلزات کشف و یا تولید شده. در آن دوران را به صورت نمادی بر روی سیارات آسمانی گذاشته بودند. برنج که آلیاژی از مس و روی است. طی دوره 1700 تا 600 پیش از میلاد ظهور کرد. تا استقرار امپراطوری روم که از برنج برای ساختن سکه استفاده کردند، ارزش این آلیاژ به خوبی شناخته نشد. تولد صنعت برنج، یکی از گامهای مهم رومی ها در راه پیشرفت متالوژی بود.
متالورژی از سال 500 پیش از میلاد تا 1500 میلادی
تا سال 500 پیش از میلاد پیشرفتهای فنی قابل ملاحظه ای. در استخراج معادن و بازیابی سنگ معدن ها انجام شد. پیشرفت هایی که مشخصاً با آغاز بررسی های عملی و در متالوژی پیوند داشت. تا این زمان معادن غنی نقره حاوی سرب در یونان استخراج شده بود. که به عمق چند صد متر می رسید. به دست آوردن نقره و سرب از کانیهای این معادن که بیشتر از نوع سولفید بودند. یکی از مهمترین پیشرفت های متالوژی در یونان بود. تهیه طلا و نقره از آلیاژهای طبیعی “الکتروم” از دیگر وقایع مهم این دوره بود. طی هزار سال بین 500 پیش از میلاد تا 1500 میلادی، انسان کشفهای علمی زیادی کرد.
شناخت فولادها
که اهمیت زیادی داشتند. برای مثال ارشمیدس مخترع و ریاضیدان یونانی نشان داد. که میتوان از راه اندازه گیری وزن طلا و وزن آب جابجا شده. بر اثر فرو بردن آن در آب یعنی از راه تعیین چگالی آن، خلوص طلا را مشخص کرد. در نیمه اول این هزاره، نخستین تولید مهم فولاد، با استفاده از روشی که پیش از آن مصریان باستان. آن را می شناختند. در هند آغاز شد. این روش، فرآیند “ووتس” نام دارد. و محصول آن فولاد اسفنجی است. فولاد، آهنی است که تا 2 درصد کربن دارد. آرسنیک، روی، آنتیموان و نیکل را (البته تنها به حالت آلیاژ) از زمان های بسیار دور می شناختند. سرب نیز فلز شناخته شده ای بود و از آن ورق و لوله می ساختند. از لوله های سربی در شبکه های آب رسانی استفاده می شد. قطع را رومیها برای پوشش دادن ظرف غذا به کار می بردند.
شناخت فولادها
طی سده های نخستین میلادی، دانشمندان زیادی به نام کیمیاگر معتقد بودند. که میتوان عنصری را به عنصر دیگر تبدیل کرد. گرچه آنها به هدفشان نرسیدند، اما تلاشهای کیمیاگران به شناخت بهتر فلزات و ترکیبات آنها کمک مؤثری کرد. و اساس شیمی نوین را بنا نهاد. از حدود قرن ششم میلادی و در 3500 سال پیش از آن، مهم ترین ابداعات در علم متالورژی. در زمینه متالورژی آهن و فولاد بود. نخستین استفاده مفید از آهن به دست آمده از کوره های سده های میانه. نه برای فولاد سازی، بلکه برای تولید قطعات چدنی بود. چدن آلیاژی از آهن است با حدود دو تا چهار درصد کربن. قابلیت ریخته گری چدن بسیار بهتر از فولاد است. چدن شکننده است و نمی توان آن را چکش کاری یا نورد کرد.
متالورژی پس از 1500 میلادی
طی قرن شانزدهم میلادی، با انتشار کتابهایی در زمینه های مختلف متالوژی، این علم توسعه چشمگیری یافت. در این بین، سه کتاب از اهمیت و اعتبار ویژه ای برخوردارند. نخستین کتاب در سال 1540 توسط ” وانوچیوبیرینگوچیو” نوشته شد. او در کتابش درباره ذوب فلزات، تفکیک طلا از نقره و تولید لوله و گلوله توپ بحث کرده است. کتاب او نخستین کتابی بود که با اسلوب علمی درباره ریخته گری نوشته شد. دومین کتاب را “گئورگیس آکریکولا” داشمند آلمانی نوشت. تخصص او، متالوژی استخراجی بود. او در کتابش درباره فرآیند های خرد کردن و تغلیظ سنگ معدن. روشهای دقیق تعیین عیار سنگ معدن ها برای تصمیم گیری درباره ارزش اقتصادی استخراج آنها. ذوب فلزات و پالایش آنها بحث کرده است.
سومین کتاب در سال 1754 به وسیله “لازاروس ارکر” به زبان آلمانی نوشته شد. که در آن کانیها و سنگ معدنها، پالایش فلزات، تولید سولفید آهن و نیترات سدیم تشریح شده است. با انتشار این سکه کتاب و پیشرفت روشهای پژوهش. برخورد با مسائل مربوط به متالورژی هر چه بیشتر جنبه علمی یافت.از حدود 1500 میلادی تا میانه سده نوزدهم، پیشرفت متالورژی بیشتر متوجه تکنولوژیهای تولید آهن و فولاد بود. و در همین دوران بود که کُک وارد صنایع متالورژی شد. کُک را از حرارت دادن زغال سنگ یا چوب در غیاب هوا بدست می آورند.کُک سوختی است که در مقایسه با ذغال، بازده بیشتری دارد. در واقع کشف امکان تبدیل ذغال سنگ به کُک در سال 1709 میلادی. انقلابی در صنایع متالوژی آهن و فولاد بوجود آورد.
شناخت فولادها
از دوران باستان تا کنون مجموعاً 87 فلز کشف شده. که به جز 7 فلز کشف شده در دوران باستان 2 فلز در قرون وسطی. 18 فلز در قرن هجدهم میلادی. 43 فلز در قرن نوزدهم میلادی و 20 فلز در قرن بیستم کشف شده اند. البته بین تاریخ کشف و زمانی که تولید فلزات از نظر اقتصادی مقرون به صرفه بوده است. زمانی طولانی وجود دارد چون در بررسی مسائل متالورژی نه تنها تولید فلز مهم است،
بلکه موارد کاربرد آن نیز باید قابل توجیه باشد. برای مثال: تولید صنعتی اورانیوم حدود یک قرن پس از کشف آن. یعنی زمانی که پدیده شکافت اتمی فلزات هسته ای تحت استفاده مطلوب قرار گرفت، آغاز شد. غیر از فلزات مختلف، عوامل دیگری نیز علم متالورژی را گسترش دادند. ابداع روشهای نوین استخراج فلزات، تکمیل و ساخت کوره های تولید فلزات، تحقیقات و اکتشافات گوناگون. در رشته های زمین شناسی، معدن، بلورشناسی، شیمی، فیزیک، ترمودینامیک و دیگر علوم نظری وعملی. ابداعات مختلف در زمینه بررسی فلزات از جمله: روش های الکترولیز،طیف سنجی، کشف پدیده رادیواکتیویته. پی بردن به انرژی اتمی، پیشرفت صنایع هوا فضا که باعث توجه به فلز تیتانیوم شد، کشف نیمه رساناها. پیشرفت تکنولوژی ساخت مواد دیرگداز روشهای نوین در متالورژی فیزیکی…همه و همه در پیشرفت علم و مهندسی متالورژی نقش به سزای داشته اند.
امروزه متالورژی را به دو بخش کلی شامل: متالورژی استخراجی و متالورژی صنعتی تقسیم می کنند . تهیه فلزات از سنگ معدن آنها، در قلمرو متالورژی استخراج و تهیه قطعات فلزی قابل مصرف مستقیم یا غیر مستقیم. از مواد اولیه فلزی مانند شمش، در قلمرو متالورژی صنعتی قرار می گیرد. به عنوان مثال مصرف مستقیم یا غیر مستقیم، از مواد اولیه فلزی مانند. شمش، در قلمرو متالورژی صنعتی قرار می گیرد. به عنوان مثال: آنچه در کارخانه ذوب آهن اصفهان تا مرحله تهیه شمش. آهن خام انجام می شود.، عمدتاً مربوط به متالورژی استخراجی است.
شناخت فولادها
خرد کردن سنگ معدن با دستگاههایی به نام سنگ شکن. آماده سازی مواد گوناگون دیگری که در تهیه فلز مورد نیاز هستند. نظیر کُک در ذوب آهن، عملیات شیمیایی مختلف بر روی سنگ معدن. و سرانجام عملیات ذوب و پالایش و تهیه شمش فلز همگی جزو مراحل مختلف عملیات متالورژی استخراجی می باشد. آنچه پس از این انجام می دهند و محصول فلزی قابل مصرف مستقیم یا غیر مستقیم تولید می کنند. در حیطه دانش نظری و عملی متالورژی صنعتی قرار دارد.
نورد برای تهیه میله، ورق، تیرآهن و پروفیل های مختلف آهنی، و غیر آهنی. ریخته گری برای تهیه مصالح نیمه ساخته یا محصولات نهایی، عملیات حرارتی برای بدست آوردن خواص مطلوب در کاربردهای مختلف. جوشکاری، متالورژی پودر، ماشین کاری، آلیاژ سازی، مطالعه رفتار فلزات در شرایط کاربردی متفاوت و … شاخه های مختلف متالورژی صنعتی را تشکیل می دهند.
شناخت فولادها
هر یک از دو شاخه اصلی متالورژی را معمولاً به دو گروه آهنی و غیر آهنی تقسیم می کنند. متالورژی آهنی به آهن و فولاد و آلیاژهای آنها مربوط می شود. و متالورژی غیر آهنی در برگیرنده بقیه فلزات است. فلزات غیر آهنی مانند: روی، مس، آلومینیوم، سرب، طلا، نقره، نیکل و غیره را فلزات رنگین نیز می نامند. در اینجا برای اینکه تفکیکی بین مهندسی مواد و مهندسی متالورژی قائل شویم باید بگوییم به طور کلی. مواد صنعتی را به سه گروه عمده فلزات، پلاستیکها و سرامیکها تقسیم بندی می کنند.
که در این میان فلزات بزرگترین گروه را تشکیل می دهند. گستره مهندسی متالورژی در برگیرنده هر کاری است. که روی فلزات، یا با فلزات و سنگ معدنهای آنها انجام می شود.امروزه متالورژی از یک فن مبتنی بر آزمون و تجربه صرف، به ترکیبی از فن و علم تبدیل شده است.که پیوندی نا گسستنی و تنگاتنگ با سایر عالوم دارد. و بخش بزرگی از صنایع تولیدی هر کشور، به ویژه صنایع مادر را، تشکیل می دهد.
روشهای تولید فلزات
انتخاب نوع روش تولید عمدتاً به مسائل اقتصادی، خواص فلزات، زمان تولید، اندازه. شکل و تعداد قطعات مورد نیاز بستگی دارد. به عنوان مثال فلزاتی که خاصیت پلاستیک کمی داشته، یا قطعاتی که دارای اشکال پیچیده هستند. به روش ریخته گری شکل داده می شوند. به منظور آگاهی بیشتر از نحوه انتخاب روش تولید و شناخت مسائل فوق. روش های تولید مذکور به اختصار تشریح می گردند.
ریخته گری
ریخته گری عبارت از شکل دادن فلزات و آلیاژها از طریق ذوب. ریختن مذاب در محفظه ای به نام قالب و آنگاه سرد کردن. و انجماد آن مطابق شکل محفظه قالب می باشد. این روش قدیمی ترین فرآیند شناخته شده برای بدست آوردن شکل مطلوب فلزات است.
اولین کوره های ریخته گری از خاک رس ساخته شده. که لایه هایی از مس و چوب به تناوب در آن چیده می شد. و برای هوا دادن از دم (فوتک) بزرگی استفاده می کردند. بسیاری از قالبهای اولیه نیز از خاک رس، خاک نسوز، ماسه و سنگ تهیه می شد. شواهدی در دست است که چینی ها در حدود 700 سال قبل از میلاد به ریخته گری آهن مبادرت ورزیدند. ولی یافتن قطعات ریخته شده از خرابه های شهر حسن لو، در آذربایجان شرقی نشان دهنده. توسعه این فن در سال 900 قبل از میلاد در ایران بوده است.
شناخت فولادها
ریخته گری هم علم است و هم فن، هم هنر است و هم صنعت. به هر میزان که ریخته گری از حیث علمی پیشرفت می کند. ولی در عمل هنوز تجربه، سلیقه و هنر قالب ساز و ریخته گر است. که تضمین کننده تهیه قطعه ای سالم و بدون عیب می باشد. این فن از اساسی ترین روشهای تولید است. زیرا حدود 50 درصد وزنی کل قطعات ماشین آلات به این طریقه ساخته می شوند. برای ریخته گری از فولادها و چدن ها (فلزات آهنی). برنزها، برنج ها، آلیاژهای آلومینیوم و منیزیم و آلیاژهای منیزیم و روی (فلزات غیر آهنی) به عنوان. مهمترین فلزات ریخته گری استفاده می شود.
معمولاً روشهای ریخته گری را به نام ماده سازنده قالب نام گذاری می کنند. مانند ریخته گری در ماسه که جنس قالب آن ماسه است. مهمترین روش های ریخته گری عبارتند از:
الف- ریخته گری در قالب های موقت شامل ریخته گری در ماسه و قالب های پوسته ای.
ب- ریخته گری در قالب های دائمی شامل ریخته گری. در قالب های فلزی به روش گریز از مرکز یا تحت فشار.
متالورژی پودر
با آنکه از نظر تاریخی متالورژی پودر از قدیمی ترین روش های شکل دادن فلزات می باشد. اما تولید در مقیاس تجارتی با این روش، از جدیدترین راههای تولید قطعات فلزی است. در دوران باستان از روشهای متالورژی پودر برای شکل دادن. فلزاتی با نقطه ذوب بالاتر از آنچه در آن زمان می توانستند بوجود آورند. استفاده می کردند. اولین بار در اوایل قرن نوزدهم بود. که پودر فلزات با روشی مشابه آنچه امروزه به کار می رود. با متراکم نمودن به صورت یکپارچه در آورده شد.
شناخت فولادها
متالورژی پودر (متالورژی گرد). فرآیند قالب گیری قطعات فلزی از پودر فلز (یا مخلوط پودر فلزات). توسط اعمال فشارهای بالا می باشد. پس از عمل فشردن و تراکم پودرهای فلزی، عمل تف جوشی (سینتر کردن) در دمای بالا. در یک اتمسفر کنترل شده (گاز هیدروژن، ازت، هلیم) انجام پذیرفته. که در آن فلز متراکم، جوش خورده و به صورت ساختمان همگن محکمی پیوند می خورد.
شناخت فولادها
از جمله قطعاتی که بوسیله متالورژی پودر تولید می شوند. می توان به ابزار برش، قطعات اتومبیل و قطعاتی در وسایل خانگی. نظیر ماشین لباس شویی، کمپروسور یخچال و کولر، تلوزیون، ضبط صوت و غیره اشاره نمود.
امروزه موارد استعمال اصلی متالورژی پودر را به پنچ قسمت تقسیم می کنند:
الف- آلیاژ کردن فلزهای غیر قابل آلیاژ. مثلاً ساخت نقاط اتصال و جارویک های موتور از پودرهای مس و گرافیک در صنعت برق.
ب- ترکیب کردن فلزها و غیر فلزها، نظیر مواد اصطکاکی ساخته شده از مس، آهن و آزبست.
شناخت فولادها
پ-ترکیب کردن فلزهای دارای نقطه ذوب بالا با یکدیگر برای ریخته گری، نظیر تنگستن، تانتالیم و مولیبدن.
ت- ساخت قطعات فلزی با خواص عالی، نظیر یاتاقانهای خودرو انکار. که به علت وجود شبکه ای از خلل و فرج پیوسته (توسط روغن پر شده در آنها) به خودی خود. روغن کاری می شوند.
ث-تولید قطعات ظریف و دقیق، نظیر بوش ها، بادامک ها و چرخ دنده ها.
شکل دادن
در فرآیند شکل دادن روش های مختلفی برای تهیه محصول به صورت شکل نهایی بکار برده می شوند. این روشها شامل نورد، آهنگری، اکستروژن، کشیدن، پرس کاری، چرخشی، چرخشی برشی، انفجاری، الکترومغناطیسی. الکتروهیدرولیکی و غیره می باشند که برخی از مهمترین این روشها در زیر بررسی می گردند.
نورد (غلتک کاری)
قسمت اعظم فولادی که در کارخانه های فولاد سازی به صورت شمش تهیه می گردد. توسط دستگاه های نورد به ورق، تیرآهن، تسمه های فولادی، ریل، انواع پروفیل، لوله و سیم تبدیل می شود. دستگاه نورد به طور ساده و ابتدایی از دو غلتک استوانه ای. که روی هم قرار گرفته اند، تشکیل شده است. استوانه ها آن را گرفته و از شکاف بین خود عبور می دهند. در اثر این عمل جسم پهن و طویل می شود. با انجاام این عمل به دفعات و نزدیک تر کردن استوانه ها به یکدیگر. جسم پهن تر، نازک تر و طویل تر خواهد شد.
محصولات نورد شامل میل گرد، میل چهار گوش، تسمه باریک، نبشی. تیرآهن، ناودانی، ریل، ورق و صفحه های فولادی با ضخامت های متفاوت. لوله های بدون درز و با مقاطع دایره ای، بیضی و چند ضلعی می باشند.
آهنگری (فورچینگ)
عملیات آهنگری توسط ضربه چکش یا دستگاه پرس انجام می پذیرد. این روش شامل کار روی فلز توسط چکش کاری با پرس کاری. تا حصول شکل نهایی با قالب یا بدون قالب است. چکش کاری به دو روش دستی و ماشینی قابل انجام است. که امروزه اکثراً چکش های ماشینی بکار گرفته می شوند. این چکش ها با بخار یا هوای فشرده کار می کنند. و با اعمال ضربه های سنگین چکش کاری قطعات را انجام می دهند. برای ساخت قطعات سنگین نیز از دستگاه های پرس استفاده می شود. قطعاتی چون محور کشتی ها، میل لنگ ها. لوله های توپ، دیگ های بخار و غیره توسط پرس کاری تهیه می گردند. امروزه برای خم کردن و شکل دادن ورق در صنایع کشتی سازی نیز از پرس استفاده می شود.
اکستروژن (حدیده کاری)
اکستروژن فرآیندی است که بوسیله آن می توان قطعات و اشکالی را تولید نمود. که تقریباً با هر روش ساخت دیگری غیر ممکن می باشد. در این روش فلز را تحت تأثیر نیروی زیاد وارد قالبی نموده. و به شکل مورد نظر (لوله، سیم و مقاطع مخصوص) بیرون می آورند. آلومینیوم، سرب، روی، قلع و برخی از فولادها از جمله موادی هستند که تحت فرآیند اکستروژن قرار می گیرند.
کشیدن
کشیدن عبارت است از امتداد دادن و کشیدن ورق برای تولید اشکال با سطوح مختلف. در این روش فلزی حداقل در یک جهت کشیده شده بود. و در جهات دیگر فشرده می شود. این فرآیند می تواند به صورت کشیدن قطعه از درون قالب نیز (برخلاف روش اکستروژن)انجام پذیرد. قطعاتی نظیر لوله بدون درز، قطعات سقف اتومبیل، پوکه های فشنگ. ظروف حلبی و ماهی تابه به این روش تهیه می شوند.
جوشکاری
به طور کلی جوشکاری عمل اتصال دادن قطعات فلزی به یکدیگر توسط گرم کردن محل های تماس. تا حالت ذوب یا خمیری است. که اتمهای هر دو نقطه فلز در منطقه جوش در هم نفوذ کرده. و پس از سرد شدن اتصال محکمی ایجاد می نمایند.
برای ایجاد حالت ذوب یا خمیری انرژیهای الکتریکی و شیمیایی به عنوان منابع حرارتی بکار برده می شوند. برای تأمین این انرژی ها از ژنراتور یا اشکال مخلوطی از گازهای سوختنی نظیر. استیلن، هیدروژن، گازهای طبیعی، بخار بنزین،بنزول و اکسیژن استفاده می گردد. بسته به نوع جوشکاری به ابزار دیگری نظیر الکترود. انبر جوشکاری، ماسک، مشعل، کپسول گاز، میر کار، پرده های حفاظتی و غیره نیاز می باشد.
شناخت فولادها
الکترود، مفتول فلزی می باشد که جنس آن به نوع فلز جوش دادنی بستگی دارد. اطراف این مفتول از ترکیبات شیمیایی مختلف پوشیده شده. تا از نفوذ اکسیژن، ازت و هیدروژن به منطقه ذوب یا خمیر جلوگیری کنند. فلزات مصرفی در الکترود ها و سیم جوشها عموماً انواع فولادها، چدن ها و فلزات غیر آهنی. مانند مس، برنج، برنز و آلومینیوم می باشند. جوشکاری و لحیم کاری از هنرهای قدیمی محسوب شده. و در زمانهای گذشته توسط رومیان برای اتصال ذرات طلا در زیور آلات بکار گرفته می شده است.
امروزه روشهای جوشکاری متعددی به کار برده می شوند. که به چهار گروه جوشکاری فشاری،جوشکاری ذوبی، جوشکاری زرد و لحیم کاری تقسیم می شوند. برخی از مهمترین این روشها عبارتند از: جوشکاری با قوس الکتریکی. جوش گاز، جوش آهنگری، جوش القایی، جوش مقاومتی، جوش سیلانی، لحیم سخت و نرم.
ماشین کاری
فرآیند ماشین کاری عبارت از شکل دادن مواد توسط تراش و برش می باشد. این عمل به وسیله ابزارها و ماشین های تراش و برش انجام می گیرد. مقدار قشری که از قطعه اولیه برداشته می شود. تا قطعه صیقلی و نهایی ایجاد گردد، اصطلاحاً تراش خور نامند. به منظور رعایت مسائل اقتصادی، مقدار تراش خور باید حداقل باشد. تا مصرف فلز و هزینه های تراشکاری کاهش یابد.
در برشکاری (قیچی کردن) نیز برای برش و جدا کردن فلز از دو نیروی متقابل استفاده می شود. این نیروها توسط دو تیغه (با فاصله از یکدیگر) اعمال شده. که با نیروی کافی موجب از هم گسیختگی و شکست فلز می گردند. در ماشینکاری قطعات بر حسب نوع کار. از ماشین های تراش، فرز، مته صفحه تراش. کله زنی، سنگ زنی، تیز کاری و سوراخ کن استفاده می شود. که معمولاً این قطعات خود محصول فرآیند ریخته گری، آهنگری، نورد و غیره می باشند. ماشین کاری فلز با وسایل تخلیه الکتریکی پر فرکانس نیز فرآیند نسبتاً جدیدی است. که به میزان وسیعی بکار گرفته می شود.
با جمع بندی مطالب ذکر شده میتوان چنین نتیجه گرفت. که تقریباً غیر ممکن است تصور کنیم، هر شیئی که در زندگی روزمره بکار می بریم، حاوی فلز نبود. یا نیازی به فلز برای ساخت و تولید آن نباشد. کلیه اشکال حمل و نقل، شامل اتومبیل، کشتی، هواپیما و قطار برای حرکت. به فلزات یا اجزای فلزی نیازمند می باشند. و تقریباً همه چیز از آسمان خراش ها، ابزارها، ماشین آلات و غیره تا توزیع الکتریسیته به فلزات وابسته است. به عبارتی دیگر امروزه متالورژی در کلیه صنایع نقش ایفا می کند. لذا برای پیشرفت در تمامی صنایع، کسب دانش وسیع و عمیقی از مواد، فرآیندها و ابزارهای لازم. برای تبدیل مواد به محصولات تمام شده، ضروری است.
مقدمه ای بر متالورژی آلیاژهای آهنی
فولاد چیست؟
واژه آلیاژهای آهنی (ferrous alloys) برای بیان دامنه وسیعی از آلیاژهایی به کار می رود. که عنصر اصلی تشکیل دهنده آنها آهن است یا به عبارت دیگر پایه آهنی (iron – based) هستند.
این آلیاژها به سه گروه اصلی تقسیم می شوند:
- آهن کار شده (wrought iron).
- چدن (Cast iron).
- فولاد (Steel).
آهن کار شده که دیگر به صورت تجاری تولید نمی شود. آهن تقریباً خالصی است که شامل ناخالصی های غیر فلزی به صورت سرباره است. امروزه آهن کار شده در حقیقت از فولاد کم کربن تولید شود. کیفیت این نوع آلیاژ توسط درصد کربن و منگنز پایین مشخص می گردد. (کربن کمتر از 0/08 درصد و منگنز کمتر از 0/06 درصد).
شناخت فولادها
چدن آلیاژی از آهن و کربن است. که عموماً 3 تا 5 درصد کربن و 1 تا 3 درصد سیلیسیم دارد.
فولاد را در گذشته به صورت آلیاژی از آهن و کربن توصیف می کردند. اما امروزه با وجود برخی از مهمترین انواع فولاد نظیر فولادهای Free(IF) – Interstitianl و فولادهای زنگ نزن فریتی نوع 409. که در آنها کربن یا ناخالصی است. که مقدار آن در حد چند جزء در میلیون است. دیگر نمی توان از توصیف آلیاژ آهن و کربن برای فولاد استفاده کرد. طبق تعریف، فولاد باید شامل حداقل 0/50 آهن و یک یا چند عنصر آلیاژی دیگر باشد. این عناصر معمولاً شامل کربن، منگنز، سیلیسیم، نیکل، کرم، وانادیوم، مولیبدن، تیتانیوم، نیوبیم و آلومینیوم هستند.
شناخت فولادها
رایج ترین نوع فولاد، فولاد کربنی ساده (Plain carbon steel) است. که معرف فولادی شامل آهن و کربن به همراه مقادیر اندکی منگنز، سیلیسیم یا آلومینیوم است. یکی دیگر از انواع مهم فولادها، فولاد آلیاژی است. که علاوه بر عناصر ذکر شده. در بالا، مقادیر قابل توجهی از عناصر نظیر کرم، نیکل و مولیبدن. آن را از فولاد کربنی ساده متمایز می کند. بخش خاصی از فولادهای آلیاژی، فولادهای زنگ نزن (stainless steel) هستند. که حداقل 11/5 درصد کرم دارند. فولادهای ابزار (Tool steels) فولادهایی هستند. که برای ساخت ابزار مورد نیاز جهت برش، شکل دهی و سایر فرآیندهای مورد نیاز. برای تبدیل مواد فلزی و غیر فلزی به اشکال مورد نظر بکار می روند.
شناخت فولادها
ذکر این نکته لازم است که برخی فولادها به شکل فولاد ریخته گری (Steel castings) مورد استفاده قرار می گیرند. اما روی بیشتر قطعات فولادی کار مکانیکی انجام می گردد. تا به شکل نهایی برسند. بدین جهت به محصولات کار شده (wrought products) موسوم هستند.
تولید آهن و فولاد
آهن یکی از فراوانترین عناصر پوسته زمین است. تا جایی که به عنوان اصلی ترین جزء تشکیل دهنده. کانی های شامل اکسیدها، سولفیدها، سیلیکاتها و کربنات ها شناخته می شود. کانیهایی که از لحاظ تجاری پایدار نامیده می شوند. عمدتاً اکسید و کربنات هستند. که آهن فلزی از این کانی ها به سهولت توسط روش احیاء بدست می آید. قسمت اعظم آهن تولید شده مستقیماً برای تولید فولاد و چدن استفاده می شود.
عملیات تولید اولیه نوعاً شامل احیاء سنگ معدن آهن در کوره بلند. به منظور تولید آهن خام مایع (Liquid pig iron) است. آهن خام حدود 4% کربن دارد. آهن خام سپس در کوره های فولاد سازی تحت عملیاتی قرار می گیرد. که در حین آن و با اکسیداسیون ترجیحی (preferential oxidation) کربن و ناخالصی های غیر فلزی جدا می شوند. کوره اکسیژنی بازی ناوری است. که در حال حاضر بیشترین کاربرد را برای این منظور دارد. برخی فولادها نیز توسط ذوب مجدد. قراضه ها به تنهایی یا ترکیبی از قراضه و سنگ معدن (کلوخه های پیش عملیات شده). در کوره های قوس الکتریکی بدست می آیند.
شناخت فولادها
تمام فولاد ها به حالت مذاب تولید می شوند و پیش از انجام فرآیندهای بیشتر باید جامد گردند. در روشهای صنعتی انجماد به دو روش مختلف انجام می گیرد. در روش اول فولاد مذاب داخل قالب های مستطیل شکل ریخته می شود تا بصورت شمش (ingot) جامد گردد. این شمش ها توسط فرآیندهای دیگری نظیر نورد گرم به محصولات نیمه نهایی (semi finished) دیگری به نامهای. شمشه (Bloom) و شمشال (Billet) یا تختال (Slab) بر اساس ابعادشان تبدیل می شوند.
در روش دوم که رایج تر است. شمشه، شمشال یا تختال مستقیماً از آهن مذاب و توسط روش ریخته گری مداوم (Continuous casting) تولید می شوند. در این فرآیند فولاد مذاب در قسمت بالای قالبی که انتهای آن باز است. و توسط جریان آب خنک می شود، ریخته می شود. به طوری که فولاد جامد به طور پیوسته از انتهای قالب خارج می گردد. فولاد نیمه نهایی به محصولات کارشده (wrought) نهایی نظیر میله (Bar). ورق (Sheet)و نوار (Strip)، صفحه (Plate)، مقاطع ساختمانی، سیم، ریل و لوله توسط روش هایی مانند. نورد سرد و گرم، کشش، آهنگری (Forging) و اکستروژن تبدیل می شوند. برای رسیدن به خواص مطلوب برای کاربردهای خاص مهندسی، بیشتر محصولات نهایی. به ترکیبی از عملیات حرارتی و عملیات شکل دهی نیازمندند.
اکسیژن زدایی و گوگردزدایی
فولاد مذابی که از کوره فولادسازی بدست می آید حاوی مقادیر زیادی اکسیژن حل شده است. که باید پیش از ریخته گری فولاد. چه به صورت پیوسته (مداوم) و چه به صورت شمش، حذف گردد. اکسیژن زداهایی که معمولاً برای این منظور مورد استفاده قرار می گیرند، آلومینیوم و سیلیسیم (به شکل فروسیلیکون) هستند. حذف اکسیژن از فولاد را آرام سازی (Killing) می خوانند. و عبارتهای آرام شده با سیلیسیم یا آلومینیوم از اینجا آمده اند.
فولاد کاملاً آرام (Fully killed) فولادی است. که ترکیب شیمیایی و خواص نسبتاً همگنی دارد. و برای کربوره کردن یا آهنگری مورد استفاده قرار می گیرد. به فولاد نیمه آرام (Semi-killed) اکسیژن زدای کمتری نسبت به فولاد کاملاً آرام سازی اضافه می شود. و از این فرآیند برای فولادهای کم کرنب و کربن متوسط برای مصارف سازه ای استفاده می گردد. فرآیند اکسیژن زدایی در مورد برخی فولادها انجام نمی گردد. و اکسیژن باقی ماند در فولاد با کربن واکنش داده و ایجاد تخلخل (حفره های گازی). که در حقیقت گاز اکسید کربن (CO) است می کند.
شناخت فولادها
این فولادهای نا آرام (Rimmed steel) دارای تغییرات زیادی در ترکیب شیمیایی هستند. به گونه ای که پیوست خارجی آنها شامل آهن خالص، کربن اندک و فسفر و گوگرد است. این عناصر با مقادیری بیش از مقدار متوسط، در مرکز شمش به ویژه نزدیک به سطح بالایی یافت می شوند. لبه هایی با خلوص بالاتر باعث می شود. این نوع فولاد برای تولید ورق های فولادی کم کربن با کیفیت مناسب سطحی، به کار رود.
فولادهای سر دار (Capped steel) بین فولادهای نا آرام و نیمه آرام قرار دارند. و برای تولید ورق، نوار، سیم و… با کربن بیش از 0/15 درصد مناسبند.
منشأ گوگرد موجود در فولاد، زغال سنگ است. که پس از تبدیل به کک به عنوان سوخت و احیاء کننده در کوره بلند کاربرد دارد. عموماً منگنز به فولاد اضافه می شود. تا سولفید منگنز بجای سولفید آهن (FeS) تشکیل گردد. زیرا سولفید آهن در نورد گرم ذوب شده و باعث ترد شدن فولاد. یا ایجاد شکنندگی داغ (Hot shortness) می شود. چون ناخالصی های سولفید منگنز باعث کاهش چقرمگی شکست (Fracture toughness) می شوند. در کوره های جدید از روشهای مختلفی برای گوگرد زدایی استفاده می گردد. به عنوان مثال تزریق مواد مانند کاربید کلسیم (CaC) یا سیلیسید کلسیم (CaSi2). به آهن مذاب یا فولاد به منظور حذف گوگرد به همین دلیل است. که بیشتر فولادهای مدرن مقادیر گوگرد کمتری نسبت به مقادیر مجازی چند دهه گذشته دارند.
آهن خالص و آلوتروپی های آن
آهن فلزی خالص کاربرد بسیار محدودی در مهندسی دارد. چون دارای استحکام بسیار پائین و مقاومت اندک در برابر خوردگی است. چگالی آن (وزن مخصوص 7/87) کمی کمتر از مس است. و دمای ذوبش، دچار دو تغییر در ساختمان بلوری می شود. که به آنها تغییر فازهای آلوتروپیک گفته می شود. پس آهن خالص دارای دو نوع ساختمان بلوری است. یکی در دماهای پایین و بالا و دیگری در دماهای بینابین- زیر 912 درجه سانتیگراد آهن دارای ساختمان بلوری مکعب مرکز دار (Bcc) است. که ترتیب قرار گرفتن اتمها در شکل 1 آمده است. این ماده آهن آلفا α-iron نامیده می شود.
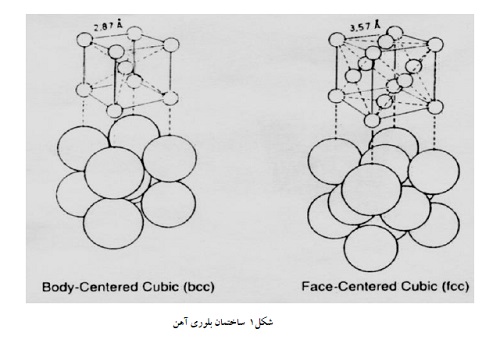
در دماهای خیلی بالاتر از 1395 درجه سانتیگراد تا نقطه ذوب، هم همچنان دارای ساختمان بلوری bcc است. و در این دامنه دمایی به آن آهن دلتا δ iron می گویند. در دماهای متوسط بین 912 درجه سانتیگراد و 1395 درجه سانتیگراد ساختمان بلوری آهن. مکعب با وجوه مرکز دار (Fcc) است. که نحوه چیدمان اتمها در شکل 1 قابل مشاهده است. این آهن گاما γ – iron نامیده می شود. بنابراین اگر آهن به آهستگی از دمای محیط تا بیش از نقطه ذوبش گرم شود.
چند تغییر فاز (دگرگونی فاز) رخ می دهد. و در طی کردن این مسیر به صورت معکوس یعنی سرد کردن آهسته. از بالای نقطه ذوب تا دمای محیط باز هم این اتفاق می افتد. ذکر این نکته لازم است که این تغییرات در سرد کردن آهسته اتفاق می افتد. و اگر سرعت سرد کردن خیلی زیاد باشد ممکن است. رفتار آهن به گونه ای دیگر باشد. که بعداً در مورد آن بحث می شود.
آلیاژهای آهن – کربن
وجود کربن و عناصر آلیاژی رفتار آلوتروپی را پیچیده تر می کند. و فرصت ایجاد دامنه گسترده ای از خواص و ریز ساختار را بوجود می آورد. در این فرآیند تأثیر کربن از همه بیشتر است. کربن در آهن Bcc حل شده و یک محلول جامد به نام فریت (Ferrite) تشکیل می دهد. اما حل شوندگی کربن بسیار کم است. و حداکثر به میزان 0/0025 درصد کربن در دمای 725 درجه ی سانتیگراد در فریت آلفا α. و فقط 0/09 درصد کربن در 1495 درجه ی سانتیگراد در فریت δ (بصورت قرارداد. عبارت فریت معادل با فریت α و عبارت فریت δ. برای اشاره به فاز موجود در دمای بالا بکار می رود). از سوی دیگر در آهن γ با ساختمان بلوری Fcc قابلیت انحلال کربن اندکی بیشتر است.
شناخت فولادها
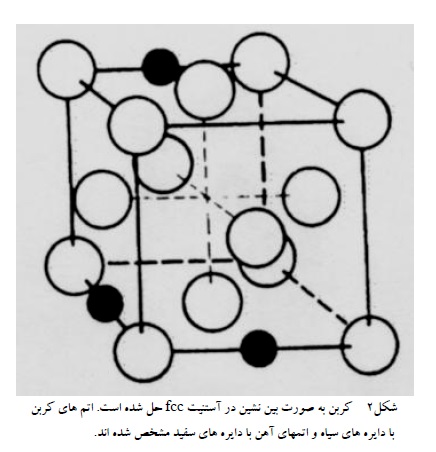
به حداکثر میزان 2/1 درصد کربن در دمای 1150 درجه ی سانتیگراد می رسد. محلول جامد Fcc کربن در آهن Fcc آستنیت (Austenite) خوانه می شود. هم فریت و هم آستنیت محلول جامد بین نشین هستند. یعنی اتمهای کربن به این صورت در آهن حل می شوند. که در مکانهای بین نشین (میان اتمهای آهن) در شبکه بلوری Fcc یا Bcc قرار می گیرند.
شکل 2 ساختار Fcc آستنیت را نشان می دهد. که در آن برخی از مکانهای بین نشین شبکه به وسیله اتمهای کربن پر شده اند. فریت و آستنیت فاز هستند. چون آنها از لحاظ فیزیکی همگن و از لحاظ ساختاری اجزای ریز ساختار یک آلیاژ را تشکیل می دهند. فازهای دیگری که می توانند در آلیاژهای آهنی ایجاد شوند را ذیلاً مورد بحث قرار می دهیم.
شناخت فولادها
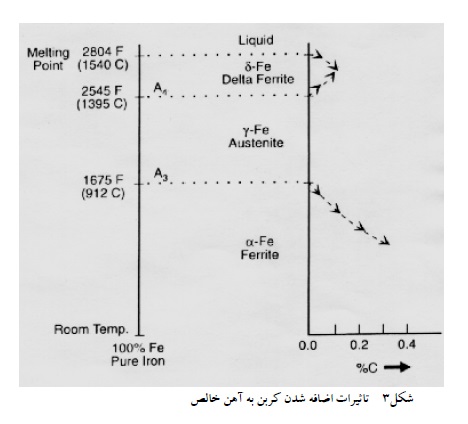
دامنه دمایی بالایی که ساختمان های بلوری fcc و bcc پایدار هستند. توسط حضور کربن تأثیر می پذیرد. کربن حد پایین پایداری فاز fcc را از 912 درجه سانتی گراد. به پائین تر از 725 درجه ی سانتیگراد کاهش داده. و حد بالای را از 1395 درجه ی سانتی گراد به بالای 1495 درجه ی سانتی گراد افزایش می دهد. این مطلب در شکل 3 نمایش داده شده است. و در آن حدود دقیق به میزان کربن بستگی دارد.
شناخت فولادها
این پیچیدگی در رفتار فازی و پایداری فازی را می توان بسیار ساده تر به وسیله دیاگرام فاز توضیح داد.
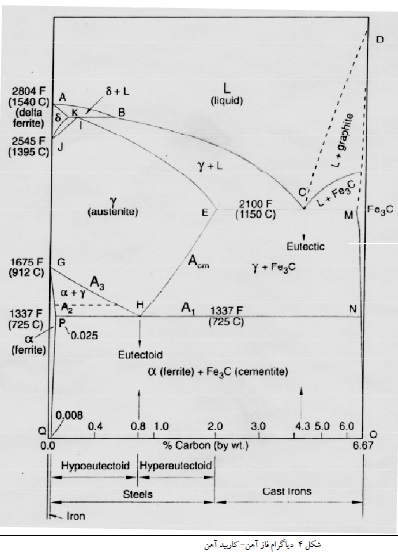
شکل 4 دیاگرام فاز تأثیر کربن را در آهن نشان می دهد. منتهی الیه سمت چپ این دیاگرام آهن خالص را مشخص می کند و افزایش میزان کربن به سمت راست است. افزایش دما از پائین به بالا است. پیش از بررسی جزئیات دیاگرام باید. به این نکته توجه کنیم که دیاگرام های فاز در شرایط تعادلی کاربرد دارند. که منظور حالت پایدار ترمودینامیکی است.
که پس از در اختیار گذاردن زمان کافی هب اتم ها به منظور حرکت و سازماندهی مجدد خودشان. به فاز یا فازهای پایدار. که توسط دیاگرام پیش بینی می شود. به وجود می آید. تعادل، زمان نسبتاً زیادی می برد به ویژه در دماهای پائین چون فرآیند نفوذ (Diffusion). در دمای پائین به دلیل کم بودن انرژی جرارتی سیستم، پائین است.
شناخت فولادها
اگر سیستم تحت تغییر سریع دمایی قرار گیرد.، اتمها ممکن است. نتوانند به سرعت نفوذ انجام داده. و به تغییرات فازی مورد انتظار دیاگرام فاز دست یابند. در نتیجه، حین تغییرات سریع دمایی، دیاگرام فاز نمی تواند رفتار فازی را دقیقاً پیش بینی کند. در این موارد از نوع متفاوتی از دیاگرام استفاده می شود. که ذیلاً در مورد آن توضیح داده می شود.
درک تمامی این دیاگرامها ازاهمیت به سزایی برخوردار است. چون فولادها همیشه تحت عملیات حرارتی به منظور توسعه خواصشان قرار می گیرند. و دیاگرام ها کمم می کنند. تا مراحل عملیات حرارتی پیش بینی شده و درک شوند. اساساً دیاگرام فاز نقشه ای است. که پیش بینی می کند. کدام فاز برای هر آلیاژی در میزان کربن و دمای مشخص، پایدار است. و اینکار با مشخص شدن یک نقطه در دیاگرام انجام می شود.
شناخت فولادها
آن نقطه ممکن است در ناحیه فازی مثلاً ناحیه آستنیت. یا در نواحی دو فازی که بین نواحی یک فازی وجود دارند، قرار گیرد. محول های جامد تک فاز در شکل 4 به صورت فرید α در ناحیه GQPG. و فریت δ در ناحیه AJKA مشخص شده اند. مرزهای این نواحی (مثلاً خطهای QPG و JKA) نشان دهنده حدود حل شوندگی کربن هستند. همچنین این دیاگرام این واقعیت را بیان می کند که حل شوندگی کربن در آستنیت بیشتر از فریت است. که حدود فاز آستنیت JIEHGJ با حدکثر 2/1 درصد کربن در نقطه E است.
دو فاز دیگر نیز در این دیاگرام نمایش داده شده اند. یکی از آنها محلول مایع کربن در آهن است. که در دما ایجاد می شود و بالای دیاگرام را تشکیل می دهد. مرز پائینی این ناحیه نشان می دهد. که چگونه دمای انجماد (یا به عبارت دقیقتر دمای لیکوئیدوس Liquidus که پائین ترین دمای است. که در آن تمام ماده مایع است. آلیاژهای آهن – کربن با مقدار کربن تغییر می کند. به عنوان مثال دیاگرام نشان می دهد. که چگونه در چدن (بین 3 تا 5 درصد) دمای لیکوئیدوس پائین است. و به 1150 درجه ی سانتی گراد در حدود 4/3 درصد کربن می رسد. نقطه انجماد پائین مهمترین دلیل سهولت و هزینه اندک تولید محصولات چدنی است.
شناخت فولادها
فاز دیگری که در منتهی الیه سمت راست دیاگرام فاز قرار دارد. و در مرز ONMDO قرار می گیرد. کاربید آهن یا سمنتیت (Cementite) است. که ترکیبی با فرمول شیمیایی Fe3C و معادل با 6/67 درصد کربن است. (باید توجه کرد که درصدهای دیاگرام فاز به طول معمول برحسب درصد وزنی داده می شوند. که Fe3C شامل 25 درصد اتمی کربن است. که معادل 6/67 درصد وزنی کربن می باشد). ساختمان بلوری سمنتیت، ارترومبیک (Orthrohombic) است. که باعث سختی، استحکام و شکنندگی زیادی برای سمنتیت در تقابل با فازهای فریت و آستنیت می گردد.
بین هر دو ناحیه یک فازی در یک خط افقی دیاگرام، نواحی دو فازی قرار دارند. به عنوان مثال فولاد 0/4 درصد کربن در دمای 760 درجه ی سانتیگراد در ناحیه دو فازی فریت. در سمت چپ و آستنیت در سمت راست قرار می گیرد. بنابراین دیاگرام پیش بینی می کند. که این فولاد در این دما شامل ترکیبی از فریت و آستنیت خواهد بود.
توسط کشیدن یک خط فرضی افقی که ناحیه دو فازی را در دمای مورد نظر قطع کند. مقادیر نسبی فریت و آستنیت و درصد کربن هر کدام قابل پیش بینی است. پس برای فولاد 0/4 درصد کربن در دمای 760 درجه سانتیگراد انتهای چپ خط افقی. خط PG (حد حلالیت فریت) را در 0/01 درصد کربن قطع می کند. که میزان کربن قابل پیش بینی در فریت است. به همین ترتیب، انتهای راست خط افقی فرضی، خط HE (حد حلالیت آستنیت) را در 0/7 درصد قطع می کند. که میزان کربن قابل پیشبینی برای آستنیت است. وضعیت قرار گرفتن ترکیب شیمیایی آلیاژ روی خط افقی نسبت به دو انتهای خط. مقادیر نسبی فریت و آستنیت را قابل محاسبه می سازد. در این مثال مقدار بیشتری آستنیت نسبت به فریت وجود دارد. چون ترکیب شیمیایی آلیاژ (0/4 درصد کربن) اندکی به 0/7 درصد نسبت به 0/01 درصد نزدیکتر است.
در مجموع، در این حالت دیاگرام فاز برای پیش بینی ساختار فاز تعادلی هر آلیاژ در هر دمایی. شامل نوع فاز، ترکیب شیمیایی است. (به عبارت دیگر مقدار کربن) و مقادیر نسبی فازها به کار می رود.
از دیاگرام فاز همچنین می توان برای پیش بینی تغییراتی (دگرگونی هایی). که در حین گرم کردن و سرد کردن آهسته بوجود می آید، استفاده کرد. به عنوان مثال یکی از انواع عملیات حرارتی فولاد با 0/2 درصد کربن. شامل سرمایش آهسته از دمای ناحیه آستنیت 900 درجه ی سانتیگراد است. در این وضعیت دیاگرام فاز پیش بینی می کند.
زمانی که دمای آستنیت زیر خط GH قرار می گیرد. (حدود 865 سانتی گراد) فریت در آستنیت شروع به تشکیل شدن می کند. با کاهش دما، فریت های بیشتری تشکیل می شود. و زمانی که دمای فولاد به دمایی درست بالای خط 725 درجه سانتیگراد (HP) می رسد. حدود 75 درصد فولاد به فریت تغییر فاز داده است. و بقیه آن آستنیت باقی مانده است. در سرمایش از 725 درجه سانتی گراد، فریت بدون تغییر باقی می ماند. و همزمان تمامی آستنیت باقیمانده به ترکیبی از فریت و سمنتیت تبدیل می شود.
شناخت فولادها
در ادامه سرمایش تا دمای محیط تغییر عمده ای رخ نمی دهد. بنابراین ساختار نهایی فولاد شامل عمدتاً فریت به همراه مقادیر اندگی سمنتیت خواهد بود. مورفولوژی این ساختار در ادامه مورد بحث قرار خواهد گرفت. و مثالهای بیشتری نیز در مورد استفاده از دیاگرام های فاز ذکر خواهد شد. دیاگرام فاز شکل 4-4 رفتار آلیاژ آهن – کربن با ترکیب شیمیایی تا 6/67 درصد کربن را نشان می دهد. و به همین دلیل دیاگرام فاز آهن – کاربید آهن (Fe-Fe3C) خوانده می شود. امکان رسم دیاگرام فازی برای پوشش دادن تمام دامنه کربن از آهن خالص تا کربن خالص وجود دارد. اما مقادیر کربن بیش از 6/67 درصد کاربردی در آلیاژهای آهنی صنعتی ندارند.
در واقع دیاگرام فاز Fe-Fe3C در شکل 4 بجای یک دیاگرام فاز تعادلی یک دیاگرام فاز نیمه پایدار است. چون گرافیت از نظر ترمودینامیکی پایدارتر از کاربید آهن است. یک دیاگرام فاز تعادلی باید شامل آهن در یک سو و گرافیت در سوی دیگر باشد. نباید کاربید آه در آن مشخص شود. با وجود اینکه از لحاظ سینتیکی تشکیل کاربید آهن بر تشکیل گرافیت ارجحیت دارد.
شناخت فولادها
و تبدیل کاربید آهن به گرافیت معمولاً بسیار آهنسته اتفاق می افتد. بعنوان مثال، کاربید آهن در فولادهایی با قدمت 3000 ساله مشاهده شده اند. به همین دلیل سیستم Fe-Fe3C برای بیشتر آلیاژهای آهنی بجای دیاگرام تعادلی به کار می رود. مرزهای فازهای اشباع از آهن (γ و δ و α). تفاوت قابل توجهی در دیاگرام Fe-Fe3C و دیاگرام Fe-C (گرافیت) ندارند. اما عناصر آلیاژی می توانند تأثیرات قابل توجهی بر تشکیل Fe3C با گرافیت داشته باشند. که این امر پویژه در مورد چدن ها صادق است.
نقاط مهمی دیگر نیز روی دیاگرام فاز شکل 4 وجود دارند. نقطه 0/8 درصد کربن و دمای 725 درجه ی سانتیگراد به نام نقطه یوتکتوید eutectoid point مرسوم است. نقطه یوتکتیک نیز eutectic point در 4/3 درصد کربن و دمای 1150 درجه ی سانتی گراد قرار دارد. یوتکتیک اهمیت فراوانی در مورد چدن ها دارد. همانطور که یوتکتوید نقش مهمی برای فولادها بازی می کند.
شناخت فولادها
فولادهای 0/8 درصد کربن به فولادهای یوتکتوید معروف هستند. فولادهایی با کربن کمتر، Hypoeutectoid هستند. و فولادهای با کربن بیشتر Hyperutectoid هستند. بیشتر فولادها از نوع اول هستند. در حالت خاص فولادهای با درصد کربن کمتر از 0/15 به نام Mild steel خوانده می شوند. در مورد عملیات حرارتی فولادها خط PN که دمای یوتکتوید خوانده می شود اهمیت فراوانی دارد.
و به دمای بحرانی پائینی با دمای A1 اشاره می کند. این خط اولین خط دگرگونی است. که حین گرم کردن آهسته فولاد از دمای اتاق به آن می رسیم به بیان دیگر دمایی است. که در آن در حین گرمایش آهسته، آستنیت شروع به تشکیل شدن می کند. خط GH دمایی را نشان می دهد. که در آن آخرین فریت از فولاد Hypoeutectoid در حین گرمایش ناپدید می شود. و ساختار متشکل از آستنیت خواهد بود. این به دمای A3 با دمای بحرانی بالایی اشاره دارد. توجه داشته باشید که بر خلاف دمای A1، دمای A3 به میزان کربن فولاد بستگی دارد.
برای فولادهای Hyperutectoid خط متناظر، خط HE است. که دمای Acm خوانده می شود. و دمایی است که در آن در اثر گرم کردن، آخرین سمنتیت ناپدید می شود. دمای A2 را دمای کوری (Curi temp) فولاد می نامند.
دمای داده شده توسط خط JI، کمترین دمایی است که فریت δ پایدار است. و دمای A4 نانمیده می گردد.
دماهای دگرگونی در گرم کردن بیش از سرد کردن است. و مقادیر این تفاوت با افزایش سرعت سرد کردن و گرم کردن بیشتر می شود. به همین دلیل آنها با دماهای A c و A r متمایز می شوند. که r و c بر گرفته از واژه های فرانسوی chauffage refroidissement به معنای سرد کردن و گرم کردن هستند.
اگر فولاد ترکیب یوتکتوید (0/8 درصد کربن) داشته باشد. و در ناحیه دمایی آستنیت در زمان کافی گرم شود. تا 100 درصد آستنیت تشکیل شود. (این عملیات حرارتی به آستنیته کردن موسوم است). و سپس به آن اجازه می دهیم به آهستگی سرد شود، کاملاً آستنیتی است. تا دما به نقطه یوتکتوید (725 درجه ی سانتی گراد) می رسد. در این زمان تغییر فاز به مخلوطی دو فازی از فریت و سمنتیت صورت می پذیرد.
اگر مقادیر کربن فازها محاسبه شوند، روی دیاگرام فاز قابل مشاهده است. که این دگرگونی یوتکتویدی شامل تغییر آستنیت با درصد کربن یکنواخت 0/8 درصد . به فریت با کربن بسیار کم (0/025 درصد) سمنتیت با کربن بالا (6/67 درصد) است.
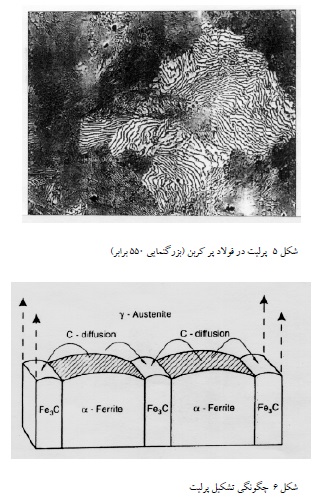
مورفولوژی واقعی فازهای فریت و سمنتیت در فولاد یوتکتویدی به صورت لایه ای است. این ساختار لایه ای که در شکل 5 نشان داده شده است. پرلیت (Pearlite) خوانه می شود. توجه نمایید که پرلیت فاز نیست بلکه از دو فاز فریت و سمنتیت تشکیل شده است.
نحوه تشکیل پرلیت در شکل 6 نشان داده شده است. ضخامت صفحات فریت و سمنتیت در پرلیت خواص مکانیکی فولاد را تحت تأثیر قرار می دهند. وقتی پرلیت تحت شرایط سرد کردن خیلی آهسته تشکیل شده باشد. لایه های فریت و سمنتیت ضخیم تر از حالتی هستند. که عمل سرد کردن به سرعت صورت گیرد. به همین دلیل پرلیت می تواند ظریف یا خشن باشد. با پرلیت ظریف (Fine pearlite) می توان استحکام بالاتر و انعطاف پذیری (Ductility) کمتری را انتظار داشت.
این تنها یکی از مواردی است که سرعت سرد کردن روی ریز ساختار تأثیر می گذارد. در ادامه سعی خواهیم کرد جنبه های دیگری از عملیات حرارتی فولادها را بررسی کنیم.
عملیات حرارتی فولاد، تأثیر مقدار کربن و سرعت سرد کردن
عملیات حرارتی فولاد معمولاً با گرم کردن فولاد در ناحیه دمایی تشکیل آستنیت. و اجازه دادن به ساختار موجود برای تبدیل کامل به آستنیت آغاز می گردد. این فرایند آستنیته کردن در محیط های مختلفی نظیر هوا، گاز خنثی، خلاء یا حمام نمک انجام می شود. فولاد آستنیتی داغ سپس سرد می شود. این سرد شدن می تواند با سرعت سریع (چند هزار درجه سانتیگراد در ثانیه بوسیله کوئنچ کردن در آب نمک). یا آهسته (چند درجه سانتیگراد در ساعت بوسیله سرد کردن در کوره) صورت پذیرد.
یاد آوری مطلب مهم است. که سرعت سرد کردن معمولاً در سطح مقطع فولاد یکنواخت نیست بویژه در مورد سرد کردن سریع. درون مغز یک مقطع ضخیم فقط توسط مکانیسم انتقال حرارت به سطح خنک می شود. که این مکانیسم بسیار آهسته صورت می گیرد.
شناخت فولادها
اگر یک فولاد با ضخامت زیاد کوئنچ گردد. سرعت سرد شدن بیشتری در سطح فولاد نسبت به مغز آن وجود دارد. و به همین دلیل سطح و مغز فولاد دارای خواص متفاوت و ریز ساختارهای متفاوتی خواهنند بود. علاوه بر این تنش باقیمانده نیز در فولاد وجود خواهد داشت. تأثیرات گفته شده ممکن است. مفید یا مضر باشند در ادامه سرد شدن یک مقطع نازک بررسی می گردد. که فرض می شود سرعت سرد کردن در کل سطح مقطع ثابت است.
همانطور که در دیاگرام فاز پیش بینی می شود. در طول سرد کردن آستنیت ناپایدار می شود. و به ریز ساختار دیگری تبدیل می شود. که ویژگی آن ساختار بستگی به شرایط آستنیته کردن، مقدار کربن و سرعت سرد کردن دارد. همچنین ممکن است به دلیل حضور سایر عناصر آلیاژی، تأثیراتی ایجاد شود که در زیر به آن می پردازیم.
شناخت فولادها
یک فولاد هایپوتکتوید (مثلاً با 0/4 درصد کربن) را در نظر بگیرید که از دمایی که آستنیتت پایدار است. به صورت آهسته سرد می شود. باید به این نکته توجه داشت برای آستنیته کردن به زمان نیاز است. که این زمان به ضخامت قطعه بستگی دارد. و اکثراً به ازاء، هر اینچ ضخامت، یک ساعت در نظر گرفته می شود.
هر چه دمای آستنیته کردن نسبت به دمای A3 بیشتر باشد. (برای فولاد با 0/4 درصد کربن دمای A3 حدود 820 درجه ی سانتی گراد است.) و هرچه زمان نگهداری در دمای آستنیته کردن بیشتر باشد. اندازه دانه آستنیته بزرگتر خواهد بود. رشد دانه آستنیت اثر مخربی بر خواص مکانیکی دارد. و به همین دلیل آستنیته کردن معمولاَ بیشتر از 60 درجه ی سانتی گراد بالای A3 انجام نمی شود. حین سرد کردن آهسته از دمای آستنیته کردن، هیچ تغییری تا دمای A3 بوجود نمی آید.
شناخت فولادها
زمانی که به A3 می رسیم آستنیت fcc شروع به تبدیل شدن به فریت bcc می کند. این تغییر با جوانه زنی و رشد دانه های فریت در مرز دانه های آستنیت آغاز می گردد. همینطور که سرد شدن از A3 به سمت A1 ادامه می یابد. دگرگونی آستنیت به فریت با جوانه زنی و رشد دانه های جدید فریت ادامه می یابد. این فریت که در دمای بالای اوتکتوید تشکیل شده است. فریت Proeutectoid نامیده می شود. از آنجا که فریت مقدار بسیار کمی کربن (حداکثر 0/025 درصد) دارد. میزان کربن آستنیت باقیمانده (که دچار دگرگونی نشده است) مرتباً با جایگزینی آستنیت توسط فریت، افزایش می یابد. در این زمان که دما درست بالای دمای A1 رسیده است. آنقدر فریت تشکیل شده است . که میزان کربن آستنیت باقیمانده به 0/8 درصد رسیده است. که همان ترکیب یوتکتوید است.
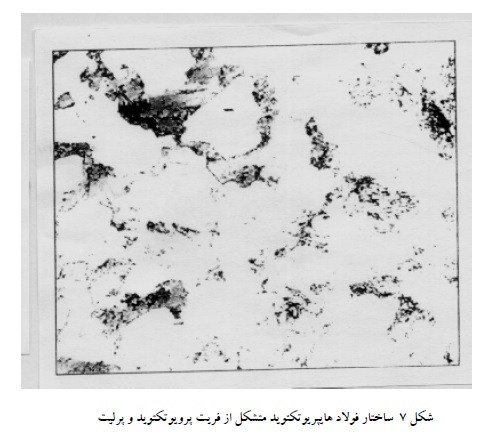
با کاهش بیشتر دما تا زیر A1 آستنیت تبدیل نشده ناپایدار گردیده. و به پرلیت تبدیل می گردد. در این هنگام ریز ساختار مخلوطی از فریت و پرلیت است. این ریز ساختار در شکل 7 نمایش داده شده است. که در آن نواحی سفید رنگ، فریت پرویوتکتوید و نواحی تیره، پرلیت است.
شناخت فولادها
ادامه سرد کردن از دمایA1 تا دمای محیط تغییرات فازی بیشتری را ایجاد نخواهد کرد. مقادیر وزنی فریت و سمنتیت به طور نسبی در ساختار نهایی فولاد با 0/4 درصد کربن را می توان. با توجه به پیش بینی دیاگرام فاز متشکل از 94 بخش فریت و 6 بخش سمنتیت دانست. مقادیر نسبی پرلیت و فریت پرویوتکتوید را می توان. به شکل مشابه با در نظر گرفتن این نکته که آن مقادیر همان مقدیر نسبی آستنیت و فریت. درست بالای دمای A1 هستند، تخمین زد (حدوداً مقادیری یکسان دارند).
سرد کردن آهسته فولاد هایپویوتکتوید که درصد کربن آن کمتر از 0/4 است. ریز ساختاری شامل فریت پرویوتکتوید بیشتر و پرلیت کمتر نسبت به فولاد 0/4 درصد کربن خواهد داشت. به همین ترتیب، ریز ساختار فولادهایی که درصد کربن آنها بین 0/4 و 0/8 (ترکیب یوتکتوید) باشد. شامل پرلیت بیشتر از فریت پرویوتکتوید خواهد بود.
اگر سرعت سرد کردن سریعتر از مثالهای بالا باشد. به دلیل عدم وجود زمان کافی جهت فرآیند نفوذ برای رسیدن به تعادل کامل. نتایج متفاوتی خوهیم داشت. یکی از آنها این است که فریت پرویوتکتوید که بالای دمای A1 تشکیل می شود. در مرز دانه های آستنیت به صورت دانه های بزرگ رشد نمی کند. بجای آن پس از جوانه زنی. روی مرز دانه های آستنیت، با شکل های مختلفی در داخل آستنیت رشد می کند. یکی از مورفولوژی های معمول فریت پرویوتکتوید شامل صفحات فریت است. که به داخل دانه های آستنیت در جهات مختلف رشد کرده اند. این مورفولوژی که نخستین بار در آهن شهاب سنگی مشاهده گردید. به فریت وید منشتاتن (Widmanstaten) مرسوم است.
تأثیر دیگر سردکردن سریع این است. که پرلیت در دمای خیلی پایین تر از A1 تشکیل می گردد. که لایه های فریت و سمنتیت در آن نازکتر است و پرلیت ظریف می شود.
فولادهای هایپریوتکتوید در سرد کردن آهسته همان رفتار فولادهای های هایپویوتکتوید را نشان می دهند. اما با چند تفاوت، برای آستینه کردن کامل لازم است. عمل آستنیته کردن بالای دمای A cm انجام شود. فاز پرویوتکتویدی که حین سرد کردن بین A cm و A1 تشکیل می شود. سمنتیت است که در مرز دانه های آستنیت رسوب کرده است. هنگامی که دما به A1 می رسد، آنقدر سمنتیت پرویوتکتوید تشکیل شده است. که میزان کربن آستنیت را به 0/8 درصد برساند.
بنابر این زمانی که دما به زیر A1 می رسد. آستنیت باقیمانده بر پرلیت تبدیل می گردد. از آنجایی که زیر دمای A1، تغییر فازی نداریم. ریز ساختار نهایی در دمای محیط شامل پرلیت با شبکه ای از سمنتیت (پرویوتکتوید) در مرزدانه های اولیه آستنیت است. شکل 8 این ساختار را نمایش می دهد. دیاگرام فاز نشان می دهد. که برای نوعی از فولاد پر کربن که حدود 1 درصد کربن دارد. مقدار کل سمنتیت پرویوتکتوید، اندک است.(بعبارت دیگر بسیار کمتر از فریت پرویوتکتوید در یک فولاد هایپویوتکتوید).
شناخت فولادها
.jpg)
مثال های بالا اهمیت دیاگرام فاز آهن – کاربید اهن در پیش بینی تغییرات ریز ساختار. و در نتیجه تغییر خواص فولادها را به هننگام عملیات حرارتی نشان می دهد. خاطر نشان می گردد. که محدودیت هایی نیز در استفاده از دیاگرام وجود دارد. به عنوان مثال وجود عناصر آلیاژی باعث جابجا شدن (Shifting). موقعیت برخی از خطوط دیاگرام بسته به نوع و مقدار عنصر الیاژی خواهد شد.
علاوه بر این، همانطور که قبلاً نیز ذکر شد. سریع گرم کردن یا سرد کردن سریع نظیر آنچه در جوشکاری یا کوئنچ کردن. اتفاق می افتد باعث می شود. دگرگونی فازها به تأخیر بیفتد، جابجا شود. یا به دلیل عدم وجود زمان کافی، اتفاق نیفتد.
تأثیر سرعت سرد کردن بیشتر از نمونه های قبلی را در اینجا بررسی می کنیم. آهسته ترین سرعت سرد کردن در کوره است. که در دمای مورد نظر کوره خاموش شده و اجازه داده می شود. تا کل سیستم به دمای محیط برسد. پس از این روش سرد کردن در هواست که اقتصادی تر است. یعنی قطعه از کوره خارج شده و در هوا سرد می شود.
شناخت فولادها
سرعت سرد کردن بیشتر یا کوئنچ کردن فولاد بدست می آید. یعنی قطعه از کوره خارج شده و بلافاصله. در یک محیط سرد با ضریب انتقال حرارت خاصی غوطه ور می شود.
این محیط ها به ترتیب قدرت سرد کنندگی .عبارتند از: روغن، آب و آب نمک، در ضمن دامنه وسیعی از مواد شیمیایی (بویژه پلیمرها) وجود دارند. که به آب اضافه شده و سرعت سرد کردن را افزایش یا کاهش می دهند. محیط سرد کننده باید به هم زده شود. (تلاطم) تا سرد شدن بصورت یکنواخت انجام شود. قدرت سرد کنندگی محیط های کوئنچ را بوسیله عدد H نشان می دهند. که برای آب ساکن 1، برای روغن ساکن 0/25 و برای آب نمک متلاطم 5 است. معمولاً از کمترین سرعت سرد کردن در دامنه مورد نظر برای رسیدن به ریز ساختار مطلوب استفاده می گردد. چون افزایش سرعت سرد کردن باعث افزایش میزان تنش باقیمانده و افزایش احتمال اعوجاج یا ترک خوردن قطعه خواهد شد.
شناخت فولادها
برخی از تأثیرات افزایش سرعت سرد کردن بر تشکیل ساختار فریتی – پرلیتی قبلاً مورد بحث قرار گرفت. که تحت نام مورفولوژی های مختلف فریت پرویوتکتوید و نیز ظریفتر شدن پرلیت به آنها اشاره شده. حال اگر سرعت سرد کردن. باز هم افزایش یابد زمانی کافی برای نفوذ اتمها که شرط لازم برای تشکیل پرلیت است، وجود نخواهد داشت. در نتیجه، ریز ساختار بجای پرلیت شامل اجزاء، دیگری خواهد بود. که بینیت (bainite) و مارتنزیت (martensite) هستند. این دو اجزائی غیر تعادلی هستند. و به همین دلیل است که شما آنها را در دیاگرام فاز (تعادلی) نمی بینید. در مورد بینیت بخشی از فرایند تشکیل بر اساس نفوذ اتمی است. و در مورد مارتنزیت نفوذ اتمی هیچ نقشی ندارد.
تشکیل بینیت
بینیت در دامنه دمایی زیر 535 درجه سانتیگراد و بالای یک دمای بحرانی (که دمای Ms نامیده می شود. و بعداً درباره آن صحبت می کنیم) که بستگی به میزان کربن دارد. و حدود 275 درجه ی سانتی گراد برای فولاد یوتکتوید است. از آستنیت شروع به تشکیل شدن می کند. بینیت شبیه پرلیت، مخلوطی از فریت و کاربید آهن است. اما مورفولوژی آن با پرلیت متفاوت است. چون تشکیل آن بوسیله نفوذ اتمی و نیز یک فرآیند غیر نفوذی (برش) است.
این ویژگی باعث می شود. تا بینیت در سرعتهای سرد کردن سریع تر از مربوط به تشکیل پرلیت، بوجود آید. علاوه بر این جزئیات فرآیند تشکیل بینیت قویاً به دما دگرگونی آستنیت بستگی دارد. در دماهای دگرگونی در بخش بالایی دامنه تشکیل بینیت، بینیت بالایی (upper bainite) تشکیل می گردد. این نوع، حالتی پر شکل دارد. بینیت پائینی (lower bainite) که در دماهای کمتر تشکیل می شود، سوزنی شکل است. این دو نوع بینیت در خواص مکانیکی با هم تفاوت دارند. در دماهای پائین،فولاد بینیتی، سخت تر، مستحکم تر و قابل انعطاف تر از فولاد فریتی – پرلیتی یا پرلیتی است. متأسفانه تشخیص بینیت بالایی و پائینی، بینیت بالایی و پرلیت ظریف یا تشخیص بینیت پائینی و مارتنزیت. توسط میکروسکوپ نوری بسیار دشوار است. در این موارد بهره گرفتن از میکروسکوپ الکترونی راهگشا خواهد بود.
تشکیل مارتنزیت
اگر سرعت سرد کردن بسیار زیاد باشد. دگرگونی به وسیله نفوذ کنترل شده به منظور تبدیل آستنیت به فریت، پرلیت یا حتی بینیت امکان پذیر نخواهد بود. بجای آن، آستنیت آنقدر ناپایدار خواهد شد. که ساختمان بلوری آن توسط دگرگونی غیر نفوذی برشی تغییر می کند. در این دگرگونی مجموعه ای از اتمها به طور همزمان در یک فاصله کوتاه جابجا می شوند. محصول این دگرگونی مارتنزیت است. که فازی نیمه پایدار بوده و شبیه بینیت. به دلیل عدم تشکیل در شرایط تعادلی، در دیاگرام فاز مشاهده نمی شود.
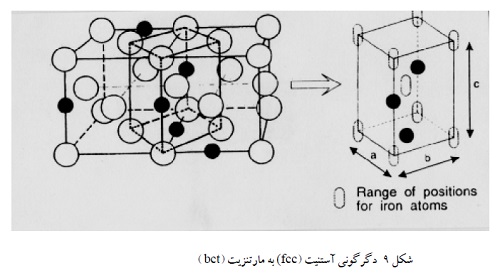
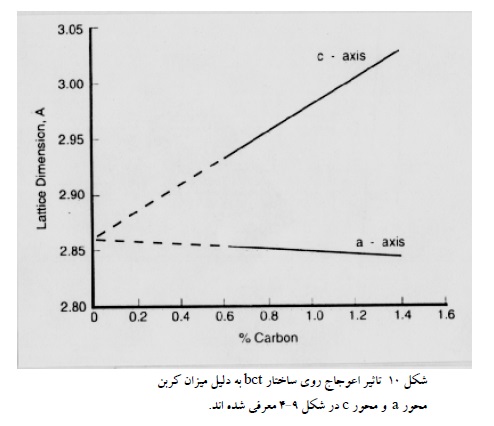
ساختمان مارتنزیت اساساً نتیجه تغییر فولاد fcc (آستنیت) به bcc (فریت) است. فرآیندی که به دلیل وجود مقادیر زیادی کربن در آستنیت. که بسیار بیشتر از حد انحلال بسیار کم کربن در فریت است، انجام نمی شود. این مقدار کربن فوق اشباع از تشکیل یک ساختار واقعی bcc جلوگیری می کند. ساختار مارتنزیت را می توان شبیه bcc دانست که بخاطر جبران وجود کربن اضافی. که در موقعیت های بین نشین حبس شده است. این bcc به مقدار زیادی دچای اعوجاج (پیچش) شده است. در نتیجه مارتنزیت ساختمان بلوری مرکز دار اما نه بصورت مکعبی دارد. به عبارت دیگر شبیه شکل 9 ساختار، تتراگونال مرکز دار bct (body-centered tetragonal) است.
شناخت فولادها
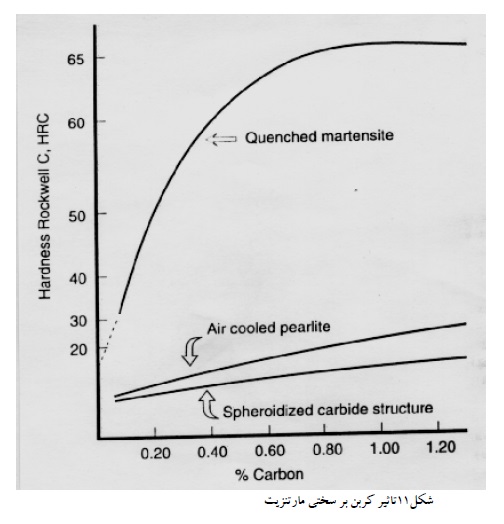
اعواج زیاد ساختار بلوری و نیز تنش باقیمانده. حاصل از آن باعث سختی و استحکام بالای مارتنزیت و انعطاف پذیری و چقرمگی می شود. همانطور که در شکل 10 نشان داده شده است. میزان اعوجاج بستگی به مقدار کربن دارد. چون هرچه فولاد دارای کربن بالاتری باشد. میزان کربن محبوس شده در مارتنزیت نیز بیشتر است.
همین مسئله باعث می گردد. تا سختی مارتنزیت مستقیماً متناسب با میزان کربن باشد. (در کربن 0/8 درصد این میزان به حداکثر خود می رسد). مطلب در شکل 11 نمایش داده شده است.
به دلیل کرنشهای زیادی که در گرگونی مارتنزیتی وجود دارد. مارتنزیت در صفحات یا لایه های کوچکی درون دانه های آستنیت تشکیل می شود. شکل ظاهری این ریز ساختار اغلب به صورت سوزنی (needle-like-acicular) توصیف می شود. همانطور که این ریز ساختار در شکل 12 آمده است. بررسی های دقیق تر نشان داده است. که شکل ظاهری مارتنزیت بستگی به میزان کربن دارد. به طوری که مارتنزیت پر کربن بشقابی شکل و مارتنزیت کم کربن سوزنی شکل است. در مقادیر کربن متوسط هر دو شکل مشاهده می شوند.
.jpg)
شناخت فولادها
همانطور که در بالا اشاره شد. به منظور تشکیل مارتنزیت، آستنیت باید. به دمایی پائین با سرعت سرد کردن سریعی که مانع از تشکیل فریت، پرلیت و بینیت شود، آورده شود. بنابر این یک سرعت سرد کردن بحرانی وجود دارد. که باید سرعت سرد کردن بیشتر از آن باشد. تا مارتنزیت تشکیل شود. اگر سرعت سرد کردن اندکی کمتر از آن باشد. مخلوطی از مارتنزیت و سایر محصولات تغییر فاز نیافته نظیر پرلیت، تشکیل می گردد. هر چه میزان کربن بیشتر باشد، نفوذ کربن بیشتری نیاز است. تا با فرآیندهای نفوذی، فریت، پرلیت یا بینیت تشکیل شود. به همین دلیل مارتنزیت در فولادهای با کربن بالاتر با سهولت بیشتری تشکیل می گردد. به بیان ساده تر دمای بحرانی تشکیل مارتنزیت برای فولادهای با کربن بیشتر، کاهش می یابد.
در فولادهای کم کربن، حتی با سرعت های سرد کردن زیاد هم تشکیل مارتنزیت بسیار دشتوار است. این موضوع به ویژه در مورد مقاطع ضخیم خود را بیشتر نشان می دهد. چون در مغز مقاطع ضخیم، سرد شدن به اندازه کافی سریع نیست.
هنگام سرد کردن سریع آستنیت، مارتنزیت زمانی شروع به تشکیل شدن می کند. که آستنیت به دمای پایین رسیده باشد که به آن دما، دمای شروع مارتنزیت یا دمای Ms اطلاق می شود.
شناخت فولادها
دگرگونی آستنیت به مارتنزیت کامل نخواهد شد. مگر دما باز هم کاهش یابد. که به آن دمای پایان مارتنزیت یا Mf گفته می شود. از آنجایی که مارتنزیت های با کربن بیشتر به همان نسبت بیشتر دچار اعوجاج (پیچش) می شوند. آستنیت یا کربن بالا باید تا دماهای بیشتری زیر دمای یوتکتوید سرد شود.
به عبارت دیگر تا دمای پایین تری سرد شوند. تا ناپایداری کافی ایجاد گردد. و مارتنزیت تشکیل شود. به همین دلیل دماهای Mf,Ms با افزایش میزان کربن فولاد کاهش می یابند. عناصر آلیاژی (به جز کبالت) دماهای Mf,Ms را کاهش می دهند. دمای Mf برای فولاد های کم کربن و کربن متوسط می تواد کمتر از دمای محیط باشد.
و به همین دلیل اگر این نوع فولادها آستنیته شده و تا دمای محیط کوئنچ شوند. ساختار نهایی آنها مخلوطی از مارتنزیت و آستنیت باقیمانده خواهد بود. این آستنیت باقیمانده میتواند باعث کاهش استحکام مکانیکی شود. آستنیت باقیمانده معمولاً نا مطلوب تلقی می شود. چون در حین عملیات حرارتی بعدی یا حتی حین سرویس ممکن است. با تبدیل به مارتنزیت که ترد است، باعث بروز مشکلاتی گردد.
مارتنزیت تمپر شده
اگرچه مارتنزیت، بسیار مستحکم، و مقاوم به سایش است. اما به تبع آن چقرمگی و داکتیلیتی (چکس خواری) کمی دارد. به همین دلیل شکست ترد مارتنزیت به راحتی ممکن است اتفاق بیفتد. بنابر این فولادی که تمام مقطع آن به مارتنزیت تبدیل شده نمی تواند. فولاد مناسبی برای کاربردهای مهندسی باشد. در حقیقت یک لایه سطحی مارتنزیت روی فلز پایه فریتی – پرلیتی خواص مناسب تری به ما می دهد.
شناخت فولادها
حتی می توان مارتنزیت را توسط تمپر کردن عملیات حرارتی کرد. تا به ریز ساختار مارتنزیت تمپر شده با خواصی مناسب برای کاربرد های صنعتی دست یافت. تمپر کردن اجازه می دهد کربن نفوذ محدودی در ساختار bct مارتنزیت داشته باشد. و تغییر ساختار اندکی رخ دهد (تشکیل کاربید بصورت محدود). این تغییر باعث کاهش اعوجاج (پیچش) و نیز کاهش تنش داخلی مارتنزیت شده. و چقرمگی و انعطاف پذیری را افزایش می دهد. میزان تمپر شدن و تغییرات خواص مکانیکی با کنترل دما و زمان تمپر شدن، انجام می پذیرد. یعنی تعادلی بین استحکام و انعطاف پذیری ایجاد می گردد.
سختی پذیری
باید تفاوت بین سختی (hardness) سختی پذیری (hardenability) روش شود. سختی طبق تعریف مقاومت جسم در برابر فرو روفت یک فرو رونده در شرایط استاندارد. نظیر سختی سنجی به روش راکول یا ویکرز یا برینل است. سختی فولاد به وسیله ترکیب شیمیایی و ریز ساختارش تعیین می گردد. سختی پذیری، قابلیت فولاد را برای سخت شدن نشان می دهد. به عبارت دیگر تا چه عمقی مارتنزیت تشکیل می شود. فولادهایی که سختی پذیری اندکی دارند آنهایی هستند. که هنگام کوئنچ شدن آنها فقط یک لایه نازک مارتنزیت تشکیل می شود.
اطلاعاتی درباره عناصر آلیاژی و عناصر همراه
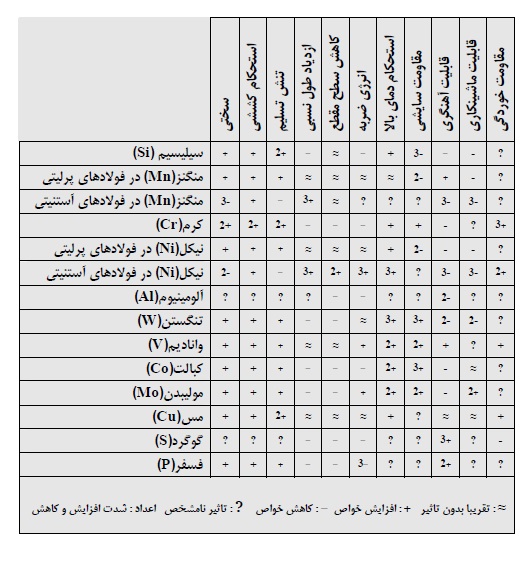
بین عناصر آلیاژی از این نظر که آیا آنها کاربید ساز، پایدار کننده آستنیت و یا پایدار کننده فریت هستند. و یا هدف خاصی دیگری را برآورده می کنند. می توان تمایز قائل شد. هر عنصر آلیاژی، متناسب با مقدار اضافه شده، خواص ویژه ای را در فولاد ایجاد می کند. استفاده همزمان از چند نوع عنصر آلیاژی متفاوت، خواص ایجاد شده در فولاد را می تواند تشدید کند. و یا ممکن است تأثیر تک تک آن عناصر به تنهایی تضعیف شده و یا حتی بی اثر گردد.
جدول زیر تأثیر عناصر آلیاژی را در فولادها را نشان می دهد.

گردآوری و تنظیم کامران خداپرستی
فولاد رسول دلاکان
با سالها تجربه ی گرانبها در زمینه ی تأمین و توزیع و عرضه انواع ورق آلیاژی – انواع فولاد آلیاژی. با اشکال مختلف تولیدی.از جمله ورق- میلگرد – تسمه – پروفیل – میلگرد با استاندارد و گواهینامه های روز دنیا در سراسر ایران فعالیت مینماید.
صنعتگر گرامی از اینکه ما را جهت خرید فولاد آلیاژی مورد نیاز خویش انتخاب می نمایید سپاسگزاریم.
ارتباط با ما: 09122136675 – 02128423820
fooladrasuldalakan@gmail.com