اثر فرآیند مارتمپرینگ پله ای و ناهمسانگردی بر میزان تابیدگی و اعوجاج فولاد ابزار
اثر فرآیند مارتمپرینگ
اثر فرآیند مارتمپرینگ پله ای و ناهمسانگردی بر میزان تابیدگی و اعوجاج فولاد ابزار گرم کار نورد سرد شده

اثر فرآیند مارتمپرینگ پله ای
چکیده
در این تحقیق نقش ناهمسانگردی ساختاری ناشی از نورد سرد بر میزان تابیدگی و اعوجاج یک فولاد ابزار گرم کار. مورد استفاده در قالب سازی قبل و بعد از عملیات حرارتی سخت کاری مورد مطالعه واقع شد. برای عملیات سخت کاری از فرآیند مارتمپرینگ پله ای استفاده شد. میزان تاپیدگی در سه وضعیت شامل پس از ماشین کاری. پس از تنش گیری و پس از مارتمپرینگ از طریق فاکتور تختی مورد سنجش واقع شد. به منظور بررسی تأثیر ناهمسانگردی بر میزان اعوجاج فولاد، نسبت به جهت نورد نمونه هایی در سه وضعیت هندسی تهیه شدند.
میزان تابیدگی در نمونه ها قبل از مارتمپرینگ بسیار ناچیز و تابع جهت گیری نمونه ها نبوده و یک خاصیت همسانگرد می باشد. نتایج نشان داد که انجام مارتمپرینگ موجب اعوجاج فولاد میشود و این تابیدگی به نسبت به هندسه نمونه برداری متفاوت است. که مبین آن است که تابیدگی در فولادی سخت می باشد یک خصوصیت ناهمسانگرد است. کمترین اعوجاج مربوط به نمونه هایی بود که عمود بر جهت نورد ایجاد و مهیا بودند. اندازه گیری سختی نمونه ها نشان داد که بر خلاف تابیدگی. سختی قبل و بعد از سخت کاری یک ویژگی همسانگرد و مستقل از جهت نمونه برداری است.
واژه های کلیدی: عملیات حرارتی، مارتمپرینگ، اعوجاج، ناهمسانگردی ساختاری، تختی
Abstract
In this Investigation, the role of the structural anissotropy due to cold rolling on the distortion value of hot work tool steel employing in moulding before. and after the hardening heat treatment was studied For the hardening treatment. was used a step martempering process. Distortion amount was calculated by flatness factor in 3 state; machining after stress relief treatment and after martempering. Fo purpose of the consideration of the an-isotropy effect on the steel distortion, dependent on the rolling direction, were prepared samples in 3 geometrical states.
before martempeting the distortion value of sample is very low and negligible. It is also Independent on the sampling direction. Thus it is an isotropic characteristic. Results revealed the distortion is induced in the mar-tempered steel. it is also signiflcantly different in various directions of sampling. It is implied that in the hardened steel, distortion is an anisotropic property. The lowest distortion is belonging to sample which is perpendicular to rolled direction. Hardness measurement shows that This specification is an isotropic property both before and after hardening and is not affected by the geometrical direction of sampling.
keywords: Heat treatment, Martempering,Distortion, Structural anisotropy, Flatness
مقدمه
از آنجا که تابیدگی و اعوجاج در حین عملیات حرارتی همیشه به عنوان یک مشکل جدی وجود داشته است. لذا نیاز است با شناخت و بررسی عوامل مرتبط با این مشکل بتوان به ارائه راهکارهایی مناسب برای به حداقل رسانیدن تابیدگی. در حین عملیات حرارتی قطعات دست یافت. شیب حرارتی ایجاد شده در قطعات در حین عملیات حرارتی به واسطه انتقال حرارت متفاوت در نقاط مختلف قطعه از اصلی ترین دلایل اعوجاج قطعات فولادی محسوب می شود [1-3]. از این رو، استفاده از سیکل های حرارتی که این شیب را به حداقل برساند. می تواند راهکاری مفید در جهت کاهش و حذف این مشکل باشد. انجام فرآیند مارتمپرینگ فولاد در صورت امکان یکی از روش های عملیات در راستای این امر می تواند باشد [4].
ترکیب شیمیایی فولاد در کیفیت ساختاری آن که تحت تأثیر روش تولید آن می باشد قابلیت انتقال حرارت و در نتیجه میزان تابیدگی در حین عملیات حرارتی آن مؤثر است [5-7]. فولادهای ریختگی به علت وجود مشکلات ریخته گری در ساختارشان در مقایسه با فولادهای نورد شده از استعداد بیشتری برای بروز تابیدگی در حین عملیات حرارتی برخوردارند [8-9]. از این رو، در کارکردهایی که برای رسیدن به خواص مکانیکی مطلوب نیاز به عملیات حرارتی سخت کاری است و نیز با رویکرد کاهش اعوجاج و تابیدگی در قطعات صنعتی از فولادهای نورد شده استفاده می گردد [10].
اثر فرآیند مارتمپرینگ
در حین عملیات حرارتی فولادهای ابزار دو گونه اصلی اعوجاج و تغییر ابعادی رخ می دهد. که شامل تغییر در اندازه و شکل است. تغییر در اندازه مربوط به تغییرات حجمی است که ناشی از انبساط و انقباض های حرارتی. و نیز تغییرات در ساختار کریستالی به واسطه استحاله های فازی صورت می پذیرد حین عملیات حرارتی است. در حالی که اعوجاج شکلی عمدتاً ناشی از خمش و پیچش است [11 و 12]. نسبت به نوع استحاله صورت می پذیرد تغییر حجم متفاوت است.
که این خود تحت تأثیر حجم مخصوص فازهای مختلف در فولاد است [13 و 14]. همچنین علاوه بر نوع فاز، ترکیب آن نیز بر حجم مخصوص آن اثرگذار است. مثلاً مقدار کربن محلول در آستنیت و مارتنزیت تأثیر قابل توجهی بر حجم مخصوص لذا میزان تابیدگی پس از عملیات حرارتی دارد [14 و 16]. با وجود آنکه عملیات حرارتی مناسب بر مبنای در تغییرات فیزیکی و استحاله های فازی توام با سخت کاری. تغییرات ابعادی را به حداقل رسانی یا جبران می کند. ولی با این حال پیش بینی دقیق تغییرات ابعادی. در اثر سخت کاری به ویژه در قطعات با اشکال پیچیده نیاز به بررسی های دقیق دارد.
اثر فرآیند مارتمپرینگ
لذا، تشخیص ویژگی های فرآیند کوئنچ و مدل سازی ریاضیاتی فرآیند عملیات حرارتی به منظور پیش بینی اعوجاج و تنش های پس ماند حائز اهمیت است [17-23]. به طور مثال Denis و همکاران [24 و 25] اثرات تنش را روی سینتیک استحاله فازی و پلاستیسیته ناشی از استحاله مطالعه کرده اند. Inoue و همکران [26] رابطه بین تنش های پس ماند و استحاله فازی را بررسی نموده اند. استحاله و اعوجاج در حین کوئنچ در روغن برای فولاد AISI 5120 اشاره کرد [27].
فرآیند نورد، متداولترین و پر رونق ترین روش تولید فرآورده های فلزی به ویژه فولادهاست. به گونه ایکه بیش از 80% از فرآورده های فلزی با این روش تولید میشود. نورد سرد موجب ایجاد ریزساختاری متفاوت در جهات مختلف می شود. که در ادامه این جهت دار شدن ریزساختار، جهت دار شدن خواص رخ می دهد. جهت دار بودن خواص مکانیکی اصطلاحاً ((ناهمسانگردی)) نامیده می شود [28]. در حقیقت دانه های فلز در جهت نورد کشیده می شوند. و به طور کلی دانه بندی در جهت نورد با جهت عمود بر نورد با هم متفاوت می شوند [28].
ضمن اینکه برخی از فازهای رسوبی و ترکیبات نیز کشیده شده و تغییر آرایش می دهند. که در نتیجه موجب تغییر ریزساختار نوردی با ساختار ریختگی شده و اینکه یک ناهمسانگردی ساختاری را در محصولات موجب می شود. که بی شک بر عملیات حرارتی بعدی تأثیرگذار است [29]. چنانچه همسانی (ایزوتروپی) را داشتن خواص یکسان یا نزدیک به هم در جهات مختلف بدانیم. در فرآیند نورد بدلیل بهم ریختگی ریزساختار و آرایش دانه ها نسبت به جهت نورد، خواص مختلفی را در جهات مختلف خواهیم داشت. انتظار می رود نتایج آزمون کشش تک محوری بر روی نمونه های فولادی نوردی در زوایای مختلف (90،45،0 درجه). وابستگی قابل توجهی نسبت به جهت نورد داشته باشد.
با توجه به موارد فوق پیش بینی می گردد که ناهمسانگردی در ساختار و خواص بر میزان تابیدگی و اعوجاج قطعات. در حین عملیات حرارتی مؤثر باشد. در نتیجه؛ بررسی و مطالعه پیرامون این امر خالی از فایده نیست. لذا هدف از انجام این پژوهش بررسی تأثیر ناهمسانگردی ساختاری در یک فولاد ابزار گرم کار که نورد سرد می باشد. در حین فرآیند عملیات حرارتی مارتمپرینگ بر میزان اعوجاج و تابیدگی فولاد می باشد.
اثر فرآیند مارتمپرینگ
این مطالعه در راستای شناخت فاکتورهای مؤثر بر میزان تابیدگی با هدف کاهش. و حل این مشکل در یک سازه صنعتی که با این فولاد. و به عنوان قالب در صنعت ساخت قطعات خودرو در شرکت مالیبل سایپا مورد استفاده قرار می گیرد. انجام شده است. تا بتوان با حل این مشکل نیاز به انجام ماشین کاری بعدی را کاهش می دهد. در نتیجه موجب کاهش در هزینه اتمامی محصول تولیدی گردید.
مواد و روش تحقیق
در این تحقیق از فولاد ابزار گرم کار (DIN1.2344) H13 که نورد سرد می باشد. برای قالب سازی مورد استفاده قرار می گیرد بکارگیری شد. فولاد DIN1.2344 از جمله فولادهای ابزاری است که نه تنها نسبت به محصولات حاصل از دگرگونی آستنیت در دمای بالا (فریت و پرلیت) مقاوم است. بلکه نسبت به تشکیل بینیت که ممکن است در دماهای بلافاصله قبل از MS تشکیل شوند. نیز پایدار بوده و دارای سختی پذیری خوبی می باشد [30]. فولاد مذکور برای عملیات مارتمپرینگ بسیار مناسب می باشد.
اثر فرآیند مارتمپرینگ
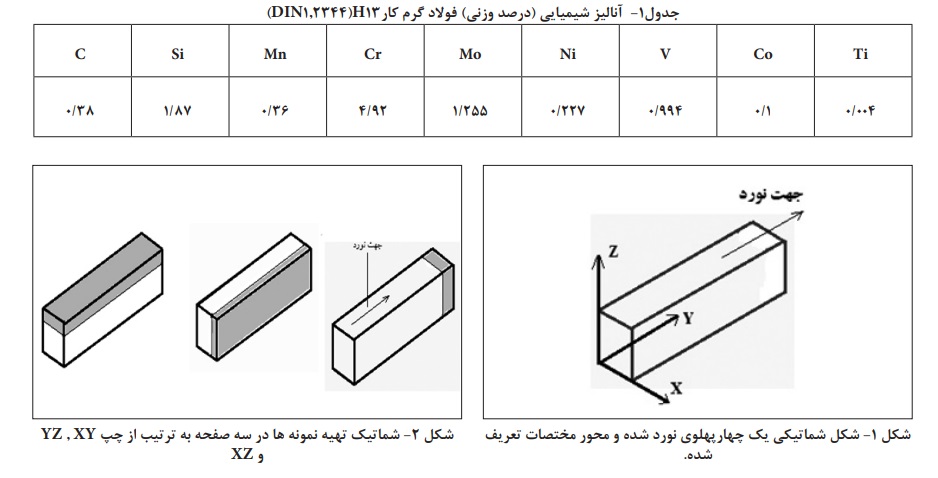
زیرا سختی پذیری این فولاد آنقدر زیاد است. که کاهش آهنگ سرد کنندگی محیط را نیز جبران می کدند [30]. ابعاد نمونه های فولادی مورد بکارگیری در این کار 4×102×130 میلی متر می باشد. جدول 1 ترکیب شیمیایی فولاد مورد بررسی را نشان می دهد.
برای بررسی تأثیر انیزوترپی و تغییر آن با مارتمپرینگ بر روی تابیدگی و اعوجاج فولاد. از سطح مقطع یک چهارپهلو در جهات مختلف برش زده شد. و نمونه ها مورد ماشین کاری واقع شدند. سپس نمونه ها تحت فرآیند تنش زدایی قرار گرفتند. در ادامه نمونه ها تحت عملیات مارتمپرینگ پله ای سه مرحله ای قرار گرفتند. تا سخت سازی شوند. به منظور بررسی تأثیر هر یک از فرآیندهای فوق بر میزان اعوجاج فولاد، میزان تابیدگی فولاد مذکور در سه وضعیت. پس از ماشین کاری، پس از عملیات تنش گیزی و پس از عملیات مارتمپرینگ پله ای ارزیابی گردید.
به منظور کمی کردن میزان اعوجاج، ابعاد نمونه ها در هر وضعیت توسط دستگاه CMM کنترل گردید. برای سنجش میزان تابیدگی از فاکتوری موسوم به تختی 3 استفاده شد. در همین راستا پارامترهای طول، عرض، ضخامت اندازه گیری شد. و میزان تختی بر طبق استاندارد ISO1101 2006 محاسبه گردید [31 و 32].
برای اطمینان هرچه بیشتر از دقت و صحت نتایج؛ از هر وضعیت، سه نمونه مطابق با اشکال 1 و 2 تهیه شد. شکل 1 شماتیک یک چهارپهلویی که نورد می باشد. و محورهای مختصات تعریف شده در آن را نشان می دهد. شکل 2 شماتیک نمونه های مهیا در سه صفحه XZ,YZ,XY را جهت بررسی ناهمسانگردی حاصل از نورد بر روی میزان تابیدگی نشان می دهد. نمونه ها مطابق با شکل 2 نام گذاری شدند.
در ادامه نمونه ها در یک کوره موفلی تنش گیری شدند. به همین منظور نمونه ها ابتدا تا درجه حرارت 700 درجه سانتی گراد گرم می شوند. سپس تا دمای 550 درجه سانتی گراد بصورت کاملاً تعادلی کاهش دما پیدا کرده. و پس از یک ساعت ماندگاری در کوره به درجه حرارت محیط رسیدند.
اثر فرآیند مارتمپرینگ
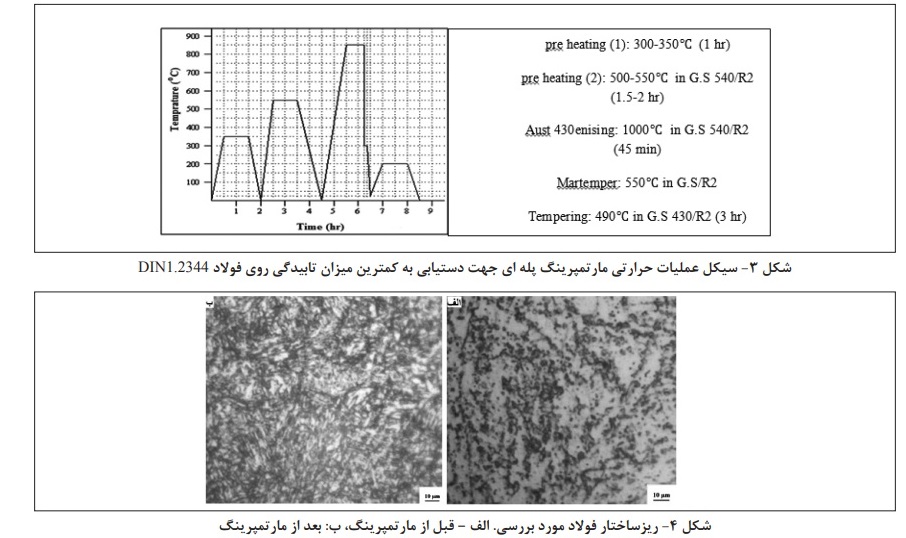
بعد از تنش گیری، نمونه ها به وسیله CMM کنترل ابعادی شدند. نمونه ها سپس تحت فرآیند عملیات حرارتی مارتمپرینگ پله قرار گرفتند. به این منظور، نمونه ها ابتدا در کورۀ G.S430/R2 پیشگرم و پس از آن در کوره G.S520/R2 آستنیته شدند. عدم تغییر در ترکیب شیمیایی و نیز تغییر در دمای کل قطعه بطور همزمان از خصوصیات کوره های حمام نمک می باشد. دیاگرام سیکل عملیات حرارتی مارتمپرینگ پله ای انجامی روی نمونه ها در شکل 3 نمایان و مشخص است.
مراحل سیکل مارتمپرینگ پیشنهادی که از طریق انجام آزمایش های متعدد و سعی و خطا. در راستای به حداقل رسانی میزان تابیدگی فولاد DIN1.2344 حاصل گردید به صورت زیر است.
1- پیش گرم دو مرحله ای
1-1) پیشگرم خشک (کوره موفلی خشک)، یک ساعت در دمای 350-300 درجه سانتی گراد.
2-1) پیشگرم در کوره حمام نمک G.S430/R2، یک و نیم ساعت در دمای 550-500 درجه سانتی گراد.
2- آستنیته شدن نمونه ها در کوره G.S540/R2 در دمای 55±1000 درجه سانتی گراد.
3- انتقال به کوره G.S430/R2 جهت دستیابی به همدمایی تا 550 درجه سانتی گراد (بصورت کاملاً تعادلی و با نرخ آهسته) به مدت 45 دقیقه.
4-انتقال به محیط کارگاه تا دمای قطعات حدوداً 60 درجه سانتی گراد شود.
5-تمپر در 490 درجه سانتی گراد در حمام G.S430/R2 به مدت 3 ساعت.
این مرحله جزئی از پروسه سخت کاری می باشد. پس از پایان این مرحله سختی نهایی نمونه های H13 حدوداً 1±55 (HRC) حاصل گردید.
6- تنش گیری در 550 درجه سانتی گراد به مدت 3 ساعت در حمام نمک G.S43/R2. سپس انتقال به محیط کارگاه تا نیل به دمای محیط.
7- تمپر ثانویه جهت دستیابی به سختی های پایین تر و افزایش چقرمگی و کاهش تردی و کاربردهای مختلف در صنایع. بر اساس سختی های پایین تر از 1±55 (HRC) (تمپرهای ثانویه در گسترۀ دمایی 610-560 درجه سانتی گراد انجام می شود).
اثر فرآیند مارتمپرینگ
نتایج و بحث
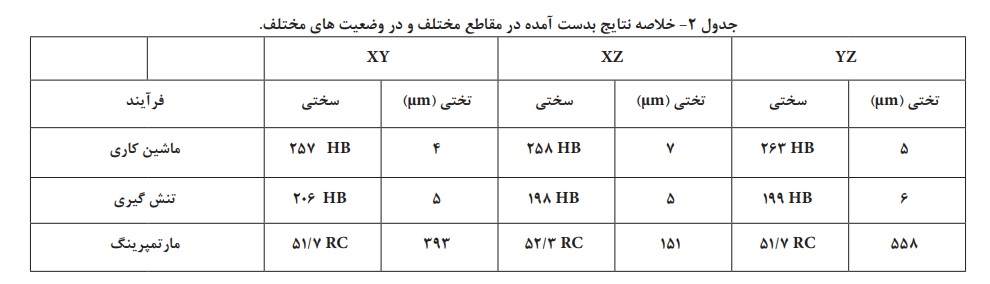
شکل 4 ریزساختار فولاد مورد بررسی را قبل و بعد از عملیات مارتمپرینگ نشان می دهد. ساختار مارتنزیت ظریف با توزیع یکنواخت در این شکل نشان می دهد که عملیات مارتمپرینگ به خوبی انجام گردید. لذا انتظار می رود فولاد به سختی و استحکام مورد نیاز دست یافته باشد. جدول 2 نتایج حاصل از آزمایشات سختی سنجی و اندازه گیری تختی نمونه ها را در مقاطع مختلف. برای هر یک از شرایط بعد از ماشین کاری، بعد از تنش گیری و بعد از مارتمپرینگ پله ای ارائه می کند.
نتایج فوق مربوط به اندازه گیری و سنجش سه نمونه در هر وضعیت و میانگین گیری از آنهاست. که این امر برای دست یابی به دقت بالاتر صورت پذیرفت. هر سه نمونه در وضعیت های مختلف، پراکندگی نتایج ناچیز و قابل صرف نظری را نشان دادند. به گونه ای که می توان به صحت نتایج حاصل از آزمایشات اعتماد کافی نمود. با مشاهده نتایج موجود در جدول 2 مشخص می شود. که در هریک از مقاطع، نمونه های مارتمپری به مراتب سختی بالاتری از نمونه های مورد ماشین کاری و مورد تنش گیری دارند.
که این به وجود مارتنزیت در ساختار این نمونه ها بر می گردد. همچنین انجام فرآیند تنش گیری پس از ماشین کاری موجب کاهش سختی حدوداً 20 درصدی در کلیه نمونه ها. نسبت به وضعیت پس از ماشین کاری گردیده است. این امر می تواند ناشی از انجام مقداری تبلور مجدد در ساختار باشد. در واقع شرایط دمایی و زمانی تنش گیری به گونه ای بوده است. که با کاهش چگالی نابجایی ها علاوه بر رهایی تنش های داخلی. و همچنین تغییر در دانه بندی و در نتیجه انجام تبلور مجدد سختی کاهش یافته است.
اثر فرآیند مارتمپرینگ
به بیان دیگر ساختار قبل از انجام عملیات سخت کاری به روش مارتمپرینگ ساختار تبلور مجدد یافته نسبی می باشد. نکته حائز اهمیت این است که سختی نمونه ها قبل از فرآیند سخت سازی و در هر دو وضعیت قبل از تنش گیری. و پس از آن و نیز پس از انجام فرآیند سخت سازی مارتمپرینگ، مستقل از جهت نمونه برداری بوده. و در هر سه وضعیت نمونه برداری، ارقام سختی در هر وضعیت مشابهند. به عبارت دیگر سختی را می توان یک ویژگی همسانگرد در کلیه ساختارها قلمداد کرد.
شاید بتوان گفت چون سختی یک ویژگی سطحی مکانیکی می باشد. و نه حجمی این شرایط حاکم است. به عبارت دیگر شاید بتوان گفت ناهمسانگردی را می توان به ویژگی های حجمی ماده مربوط دانست. در حالیکه ویژگی های مکانیکی سطحی نظیر سختی همسانگرد می باشند.
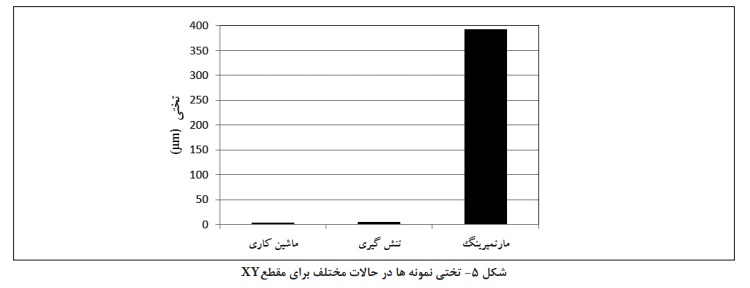
شکل 5 تغییرات تختی نمونه ها را در سه وضعیت پس از ماشین کاری. پس از تنش گیری و پس از مارتمپرینگ برای مقطع XY نشان می دهد. نمایان می شود که این فاکتور در دو حالت ماشین کاری و تنش گیری ناچیز همانند است. در حالی که در نمونه مارتمپر شده افزایش یافته است. از آنجایی که بیشتر بودن عدد تختی معرف تابیدگی و اعوجاج بیشتر است.
می توان گفت نمونه ها پس از مارتمپرینگ و سخت شدن، قدری دچار تابیدگی می گردند. در صورتی که قبل از انجام سخت کاری اعوجاج ناچیز و در عمل قابل صرف نظر است. این وضعیت در هر دو مقطع دیگر نیز یعنی XZ و YZ وجود دارد. اگرچه تختی در نمونه های مارتمپر شده در مقایسه با نمونه های ماشین کاری شده و تنش گیری شده بیشتر است. ولی با این حال مقدار آن در عمل زیاد نیست. به گونه ای که نمونه ها پس از مارتمپرینگ و سخت شدن اعوجاج زیادی ندارند. و در مقایسه با نمونه هایی که به روش های معمول، کوئنچ سخت می شوند.
اثر فرآیند مارتمپرینگ
از تابیدگی کم و قابل قبولی برخوردارند. علت این امر رای می توان اعمال روش مارتمپرینگ پله ای مورد کاربرد در این تحقیق دانست. در واقع در مارتمپرینگ تنش ها و کرنش های تولیدی در حین کوئنچ به نوعی کنترل می شوند. به گونه ای که می توان گفت مارتمپرینگ در مقایسه با روش های کوئنچ معمول باعث ایجاد تنش پس ماند کمتر که یکی از علل اصلی تابیدگی قطعات است می شود [33].
استفاده از مواد با سختی پذیری بالاتر می تواند اعوجاج را کم کند [12]. وجود جدایش و تغییر در ترکیب شیمیایی و غیر هموژن بودن آن، به صورت موضعی روی استحاله فازی مؤثر است. و لذا می تواند موجب ایجاد اعوجاج غیر یکنواخت در ماده شود [12 و 34]. تنش حرارتی توسعه یافته در مقطع فولادی در حین سرمایش به توزیع دمایی غیریکنواخت در امتداد جهت عرضی مقطع و نرخ سرمایش بالا مربوط است [35]. تنش حرارتی فوق این قابلیت را دارد.
اثر فرآیند مارتمپرینگ
که موجب تغییر شکل پلاستیک موضعی در عرض مقطع شده، در نتیجه موجب ورود تنش پس ماند و در نهایت تابیدگی قطعه گردد [35]. شکل 5 در واقع گواه این مدعا است. که انتقال حرارت انجامی از دمای آستنیته تا دمای اتاق در فرآیند عملیات حرارتی سخت کاری. و تنش پسماند حاصل از آن، عامل بروز تابیدگی در قطعات است. زیرا این تابیدگی تنها در نمونه های مارتمپری نمایان می شود.
در حالی که در نمونه های پس از ماشین کاری و پس از تنش گیری و قبل از سخت سازی. که این انتقال حرارت سریع را طی نکرده اند. اعوجاج مشاهده نمی شود. و عدد تختی پایین است. بنابراین می توان گفت کنترل این امر یعنی انتقال حرارت سریع انجامی حین سخت کاری فولاد. از دمای آستنیت تا دمای اتاق، می تواند تابیدگی را کنترل نموده. و انجام فرآیند مارتمپرینگ پله ای مورد به کارگیری در این تحقیق تلاشی در همین راستا است.
اثر فرآیند مارتمپرینگ
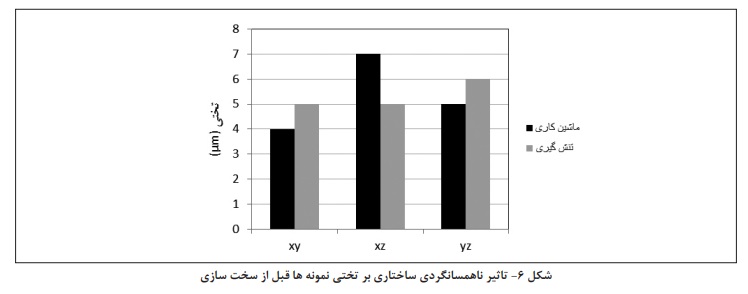
شکل 6 تغییر عدد سختی را در نمونه های ماشین کاری شده و تنش گیری شده با جهت های مختلف. نمونه برداری از مقطع اولیه نشان می دهد. این شکل نشان می دهد که صرف نظر ار جهت نمونه برداری، عدد تختی در این نمونه ها ناچیز و کم است. که این به معنای عدم تابیدگی در این حالات است. در واقع شکل 6 گویایی این مورد است که ناهمسانگردی ساختاری بر میزان تابیدگی نمونه ها. قبل از عملیات سخت کاری فولاد خواه در وضعیت پس از ماشین کاری و خواه پس از تنش گیری بی تأثیر است.
به عبارت دیگر آنچه موجب اعوجاج در فولاد مورد بررسی می شود. ناهمسانگردی ساختاری نبوده بلکه تنش های پس ماند و تغییر شکل پلاستیک موضعی در فولاد. ناشی از سرمایش سریع در حین فرآیند سخت سازی فولاد عامل این امر است.
حال در صورتی که این تنش حرارتی وجود داشته باشد. آنگاه می توان قائل شد که ناهمسانگردی اهمیت دارد. در غیر اینصورت و بدون القای تنش پسماند در قطعات نمی توان ناهمسانگردی را مؤثر دانست. اگرچه نتایج نشان می دهد که انجام فرآیند تنش گیری بعد از ماشین کاری تأثیری بر تابیدگی نداشته. و در کلیه نمونه ها عددی تختی فولادها بعد از تنش گیری تقریباً مشابه عدد مورد حاصل فاکتور فوق بعد از ماشین کاری است.
ولی با این حال به نظر می رسد انجام تنش گیری بعد از ماشین کاری. به عنوان یک عملیات مکمل در حصول نتایج موفق بعد از مارتمپرینگ می تواند سودمند باشد.
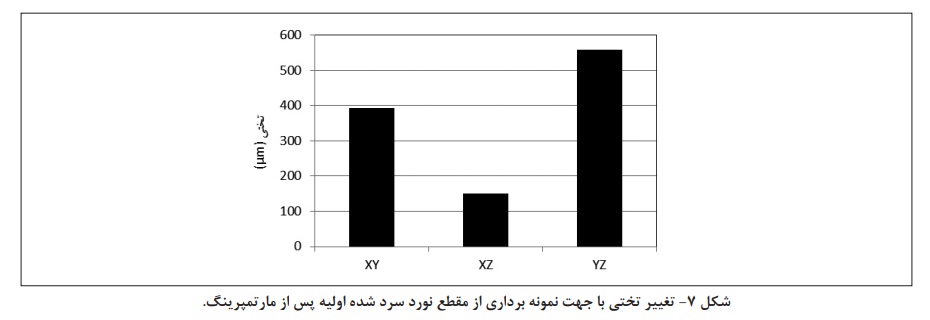
بررسی اثر ناهمسانگردی پس از فرآیند مارتمپرینگ می تواند سهم ناهمسانگردی در میزان اعوجاج فولاد را مشخص کند. شکل 7 مبین تأثیر ناهمسانگردی بر میزان اعوجاج فولاد مارتمپر شده است. در این شکل تختی نمونه های مارتمپری در سه مقطع YZ,XY,XZ نمایشن دهی گردید. بر خلاف سختی، تابیدگی و اعوجاج در نمونه های مورد سخت سازی و پس از مارتمپرینگ یک ویژگی ناهمسانگردی است. این در حالی است که این ویژگی که در قطعات مورد انجام عملیات حرارتی بسیار پر اهمیت است.
در فولاد قبل از انجام سخت کاری و یعنی در نمونه های با سختی و استحکام کم. یک مشخصه همسانگرد و غیر جهت دار می باشد. علت را می توان تغییر در ریزساختار مقطع نورد سرد شده اولیه در جهات مختلف دانست. به بیان دیگر می توان نتیجه گرفت اعواج و تابیدگی فولاد پس از مارتمپرینگ تابع ریزساختار اولیه ماده می باشد.
در واقع ریزساختار و توزیع و چگالی نقایص کریستالی بر انتقال حرارت حین سرمایش سریع. در خلال فرآیند سخت سازی و در نتیجه سینتیک استحاله فازی صورت می پذیرد و تنش پس ماند ایجادی مؤثر است. تابیدگی در مقاطع عمود بر جهت نورد و در صفحه XZ حداقل می باشد. از آنجایی که دانه ها در جهت نورد کشیده شده و به الگوی الیافی تمایل پیدا می کنند.
به نظر می رسد این وضعیت در بالا بودن میزان تابیدگی در نمونه های موازی جهت نورد سرد بی تأثیر نباشد. به عبارت دیگر سرعت انتقال حرارت و مقدار تنش پس ماند در راستای طولی دانه های کشیده شده. متفاوت از جهت عمود بر آن می باشد. مرز دانه از آنجایی که دچار یک بی نظمی زیاد و حاوی حجم باز بیشتری نسبت به درون دانه ها است. لذا می تواند باعث کاهش هدایت حرارتی و انتقال حرارت آهسته تر گردد [28]. در راستای عمود بر جهت نورد تجمع مرزهای دانه بیشتر است.
لذا انتقال حرارت آهسته تر صورت می گیرد و در نتیجه تنش پس ماند کمتری در این راستا ایجاد می شود. این امر در نهایت موجب کاهش اعوجاج در نمونه های مقطع XZ که عمود برای راستای نورد سرد اولیه هستند می شود.
شکل 7 همچنین نشان می دهد انجام عملیات مارتمپرینگ پله ای انجامی. برای فولاد مورد بررسی در این پژوهش در تمامی مقاطع موجب بالا روی عدد تختی و در نتیجه ایجاد اعوجاج و تابیدگیی می شود. این در حالی است که سختی نمونه ها بعد از مارتمپرینگ افزایش قابل ملاحظه ای می یابد.
نتیجه گیری
1- اعوجاج در نمونه های قبل از سخت کاری در دو وضعیت پس از ماشین کاری. و پس از تنش گیری ناچیز و مستقل از جهت نمونه برداری از مقطع نورد سرد شده اولیه بود. به عبارت دیگر تابیدگی و اعوجاج در این نمونه ها یک ویژگی همسانگرد می باشد.
2-انجام عملیات حرارتی سخت سازی به روش مارتمپرینگ پله ای باعث ایجاد مقداری اعوجاج و تابیدگی در فولاد مورد بررسی گردید. که این امر از طریق فاکتور تختی مورد سنجش قرار گرفت.
3- تابیدگی را در نمونه های مارتمپری را می توان یک ویژگی ناهمسانگرد محسوب کرد. که میزان آن در جهات مختلف تفاوت قابل توجهی دارد.
4- کمترین میزان اعوجاج در نمونه های مارتمپری مربوط به نمونه هایی بود. که در راستای موازی با صفحه XZ برش خوردند و به تعبیر دیگر عمود بر جهت نورد بودند. در حالی که میزان اعوجاج در نمونه هایی که موازی با جهت نورد برش خوردند بودند بیشتر بود.
5- سختی سنجی نمونه ها نشان داد که این ویژگی مکانیکی تحت تأثیر جهت نمونه برداری از مقطع نورد سردی اولیه نمی باشد. و در هر دو وضعیت قبل و بعد از عملیات سخت سازی خصوصیت همسانگرد است.
جمال الدین فرشته خصلت،سید حسن رضوی، اشکان نوری
1- دانشجوی کارشناسی ارشد دانشکده مهندسی متالورژی و مواد دانشگاه آزاد اسلامی و واحد کرج.
2-دانشیار دانشکده مهندسی مواد و متالورژی دانشگاه علم و صنعت ایران.
استادیار گروه مهندسی مواد دانشکده فنی و مهندسی دانشگاه، اراک.