فولاد ضد زنگ داپلکس- جوشکاری فولاد ضد زنگ به روش ESAB
فولاد ضد زنگ داپلکس- جوشکاری فولاد ضد زنگ به روش ESAB طیف کاملی از مواد مصرفی برای تمام گریدهای داپلکس. و فرآیند جوشکاری مواد مصرفی داپلکس با کیفیت بالاو پشتیبانی فنی
فولاد ضد زنگ داپلکس

طیف (دسترسی) کاملی از مواد مصرفی برای همه گریدهای داپلکس و فرآیندهای جوشکاری
فولادی ضد زنگ داپلکس (آستنیتی/فریتیک) یک خانواده بزرگ را شامل میشود. که از درجه های آلیاژ پایین تر، از طریق درجه های 22% cr. به طور گسترده ای برای گیردهای فوق آلیاژی فوق العاده داپلکس. و هترو داپلکس برای کاربردهای بیشتر مورد استفاده قرار می گیرد.
همه آنها به لطف ریزساختار دو فازی متشکل از تقریباً ترکیبی جذاب از مقاومت بالا. و مقاومت در برابر خوردگی مناسب را ارائه می دهد. که شامل 50% فریت و 50% آستنیت است.
فولادهای ضد زنگ داپلکس به طور معمول در مقایسه با فولادهای زنگ نزن آستنیتتی. با مقاومت در برابر خوردگی دو برابر قدرت تسلیم دارند.
گریدهای داپلکس ناب
در طول سالهای اخیر تعدادی از فولادهای ضد زنگ داپلکس ناب. بعنوان گزینه های مقرون به صرفه برای گریدهای آستنیتی استاندارد. مانند L304 معرفی شده اند. ( 1.4307) و L316 – (1.4401)
از فولادهای داپلکس در بسیاری پروژه ها برای ساخت نیروگاه های آب شیرین کن. لوله ها، مخازن ذخیره سازی، مخازن تحت فشار،پل های دریایی، پل های متحرک و… بکار گرفته می شوند.
هیچ تعریف روشنی از فولادهای ضد زنگ لاغر داپلکس وجود ندارد. اما این اصطلاح معمولاً برای گیردهای بدون Mo با محتوای (حجم) کم Ni استفاده میشود.
بعضی از Ni در فولادهای ضد زنگ داپلکس اغلب با ترکیبی از Mn و N جایگزین می شود. تا ضمن حفظ مقاومت، مقاومت در برابر خوردگی و تعادل فاز مناسب، هزینه آلیاژ را به حداقل خود نگه دارد.
طیف کاملی از مواد مصرفی برای همه گریدهای داپلکس و فرآیندهای جوشکاری
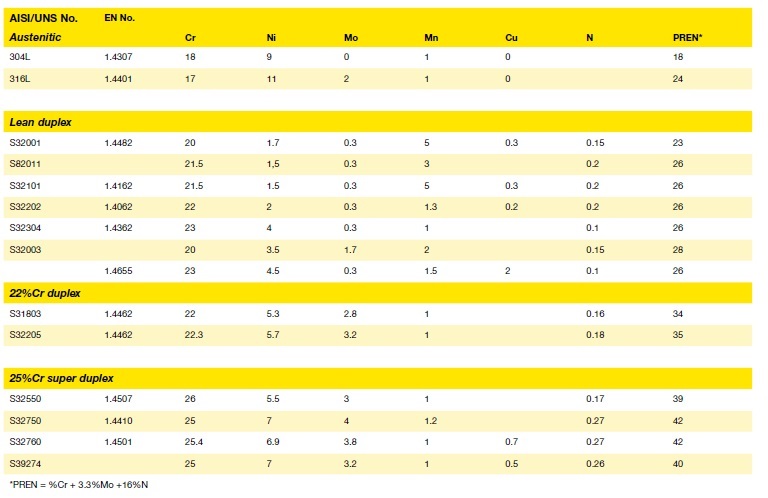
همچنین گریدهایی با محتوای Mo متوسط با افزودنیهای قابل توجهی چون مس وجود دارد. که غالباً به عنوان درجه های لاغر توصیف می شوند. همانطور که در جدول شماره 1 مشاهده می شود. گریدهای داپلکس به طور معمول دارای مقاومت در برابر خوردگی حفره ای بهتر. با هم تراز با درجه های استاندارد آستنیتتی هستند.
مواد مصرفی ESAB توصیه شده
مواد مصرفی داپلکس، داپلکس و سوپر داپلکس به گونه ای طراحی شده اند. که حداقل خواص مکانیکی منطبق و مقاومت در برابر خوردگی را می توان تضمین کرد. بنابراین تقویت کننده آستنیت در مقایسه با درجه فولاد مربوطه، از عناصر بیشتری برخوردار هستند. تا از محتوای (حجم مقدار) فریت فلز جوش زیاد جلوگیری کنند.
به استثنای موارد کمی، تمام گیردهای لاغر (ناب) داپلکس را می توان با مواد مصرفی نوع 2209 جوش داد. که خصوصیات مکانیکی عالی و مقاومت در برابر خوردگی دارند.
به این حال، مواد مصرفی داپلکس ناب، مقرون به صرفه تر هستند. و از نظر متالورژی برای ایجاد خواص جوشکاری مشابه مواد پایه طراحی شده اند.
همچنین برخی از کاربردها وجود دارد که Mo تأثیر منفی بر مقاومت در برابر خوردگی دارد. و باعث می شود. مواد مصرفی از نوع 2209 کمتر مناسب شوند.
با این وجود تراز نازک آلیاژ MO S32003 ترجیحاً جوش دهی می شود. با مواد مصرفی نوع 2209 برای اطمینان از تطابق مقاومت در برابر خوردگی.
جوشکاری فولاد ضد زنگ داپلکس به روش ESAB
قبل از جوشکاری
- برای دستیابی به نفود خوب باید از شکاف ریشه (پایه). و زاویه اتصال کمی وسیعتر از آنچه برای فولاد ضد زنگ استاندارد استفاده می شود، استفاده کرد.
- برای تسهیل جوشکاری ریشه زدن (پایه) از پشت سرامیک استفاده کنید.
- اتصال و فلز پایه مجاور باید کاملاً تمیز شود.
- فقط باید از برس ضد زنگ برای تمیز کردن استفاده شود.
- پیش گرمایش به طور معمول توصیه نمی شود.
- همیشه باید از الکترودهای خشک استفاده شود.
ESAB می تواند الکترودهای داپلکس ار در ESAB VacPac تهیه کند.
یک سیستم مؤثر برای اداره الکترودهای جوشکاری است.
مصرف متناسب دو بسته در هنگام یک شیفت کاری عادی است.
این روشهای خشک کردن مجدد پر هزینه را از بین می برد.
ورودی گرما و واسطه
توصیه های دما
- ورودی گرما 0.5 – 1.5 کلیوژول بر میلی متر و Timax = 150 درجه سانتی گراد برای گریدهای داپلکس بدون چربی. به عنوان مثال : UNS S32101 ورودی های گرما به بالا تا kj/mm 2.5 در بیشتر موارد می تواند باشد. اعمال می شود.
- ورودی گرما kj/mm 2.5-0.5 و Timax = 200 درجه سانتیگراد برای درجه های داپلکس. به عنوان مثال UNS S31803، EN 1.4462.
- ورودی گرما: 1.5-0.2 کلیوژل بر میلی متر و Timax = 150 درجه سانتی گراد برای درجه های فوق العاده داپلکس. به عنوان مثال: UNS S32750.
گازهای محافظ و پشتیبان
- مخلوط TIG Ar یا Ar-He.
- MIG Ar-O2.
Ar-CO2، (1-3) یا Ar-He-O2 مخلوط (1-3).
- FCAW Ar-CO2 مخلوط (25%) یا CO2 خالص.
هنگام جوشکاری ورودی گرما باید مربوط به ضخامت صفحه و روش جوشکاری باشد. از ورود حرارت خیلی کم یا خیلی زیاد باید خودداری شود.
فولادهای سوپر داپلکس به ویژه در برابر گرمای زیاد ورودی و دمای بین دنده حساس هستند.
گرمای ورودی
هنگام جوشکاری صفحه نازک نباید بیش از 1 کیلو ژول بر میلی متر باشد.
از ایجاد قوس خارج مفصل خودداری کنید. ضربات قوس می تواند به عنوان نقاط شروع برای خوردگی و ترک خوردگی حفره ها عمل کند.
- برای جلوگیری از جمع شدن نیتروژن، طول قوس و بیرون کشیدن مناسب را حفظ کنید.
- محافظ صحیح گاز ریشه مهم است. گازهای پشتیبان مناسب Ar با خلوص بالا و مخلوط حاوی N2 و H2 هستند. باید از بافت بیش از حد خودداری شود. این می تواند منجر به ورود بیش از حد گرما شود.
بعد از جوشکاری
تمیزکاری کامل بعد از جوشکاری برای دستیابی به مقاومت در برابر خوردگی بسیار ضروری است. تمام سرباره ها و اکسیدهای موجود در جوش و اطراف آن باید از بین بروند.
- برس زدن باید به صورت دستی و فقط برس ضد زنگ انجام شود. برس های دوار (چرخشی) می توانند باعث ایجاد شکاف های ریز در فلز جوش شوند.
- عملیات حرارتی بعدی به طور معمول مورد نیاز نیست. با این وجود، فولادهای داپلکس و فلزات جوشکاری می توانند از راه حل حرارتی استفاده شوند.
- باید از کاهش استرس خودداری کرد. زیرا این امر می تواند باعث خرد شدن فولاد و فلز جوش شود.
اگر از روش توصیه شده از طرف تأمین کننده فولاد دنبال شود. می توان از شعله ورشدگی صفحات که تغییر شکل می یابند استفاده کرد.
جوشکاری یک طرفه برای ساخت صفحه تولیدی ESAB
ESAB مواد مصرفی جوش را به عنوان بخشی از طیف گسترده ای از سیمها و الکترودهای سیم جوشکاری. از جنس استنلس استیل، داپلکس- از جمله فولاد ضد زنگ لاغر و فوق العاده داپلکس – ارائه می دهد.
با انتخاب ESAB برای استفاده ، مشتریان می دانند. که از پشتیبانی فنی یکی از بزرگترین تأمین کنندگان مواد مصرفی جوشکاری در جهان برخوردار هستند.
ESAB تخصص و تجربه کاربردی را برای به اشتراک گذاری با شما دارد. هرگونه خطر از نظر مشکلات کیفیت، گران بودن را به حداقل می رساند.
ESAB از طروق گسترده خود قادر به تأمین مشتریان خود در سراسر جهان است.
اطمینان از عملکرد یکسان و با کیفیت بالا. با مشخصات کنترل شده مرکز از نظر : مواد اولیه – روش های آزمایش – سیستم های مدیریت کیفیت: ISO 14001/OHSAS 18001
ESAB : طیف کاملی از تجهیزات جوش و برش، مواد پرکننده. و لوازم جانبی برای هر نوع بخش صنعتی که در آن از فولاد ضد زنگ داپلکس استفاده میشود.
ما در سراسر جهان شبکه ای از دفاتر فروش و توزیع کنندگان را در اختیار شما قرار می دهیم. تا در هر کجا که باشید به شما خدمات و پشتیبانی بدهیم. همه اینها برای کمک به شما در افزایش بهره وری جوشکاری است. همه از یک منبع قابل اعتماد می توانید استفاده کنید.
با همکاری نزدیک با تیم های اصلی، ما از توانایی خود برای مهارت و نوآوری. برای ارائه طیف کاملی از محصولات برش و جوشکاری و لوازم سفارشی مناسب با نیازهای بازار محلی استفاده می کنیم.
راه حل های جهانی ما با سطح اطمینان بخشی از آگاهی از محیط زیست. در مورد مسائل مربوط به بهداشت و ایمنی در هر بخش و آگاهی کامل. از آن چالش های پیش روی جهان گسترده تر است.
طیف گسترده ای مواد مصرفی برای فولادهای ضد زنگ داپلکس
- عملکرد مطابق با کیفیت بالا.
- پشتیبانی فنی.
- طیف کاملی از تجهیزات جوشکاری و برشکاری.
- شبکه جهانی.
- دفاتر فروش و توزیع کنندگان.
- آگاهی زیست محیطی در فن آوری جوشکاری.
فولاد رسول دلاکان
با سالها تجربۀ ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی. با گواهینامه ها و آنالیزهای معتبری که ضمیمه محصولاتش به مشتریان خویش ارائه داده است. توانسته رضایتمندی مشتریان خویش را همواره فراهم آورد.
صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی). مورد نیاز خویش انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675 – 02128423820
واتس آپ: 09122136675
اینستاگرام: fooladdalakan
ایمیل : fooladrasuldalakan@gmail.com