ساخت سکوهای دریایی- فولاد اسکله سازی-فولاد دریایی-ورق دریایی-قیمت فولاد
ساخت سکوهای دریایی
ساخت سکوهای دریایی


کلیات
منظور از ساخت در این مقاله، مراحل مربوط به مهیا سازی قطعات و ساخت قسمت های مختلف یک سکو در خشکی می باشد. ساخت سکوهای فلزی، شامل پیش ساخت و ساخت اجزا و زیر مجموعه ها می باشد. که از مراحل زیر تشکیل می شود.
1-بریدن قطعات
2-آماده کردن لبه های قطعات برای جوشکاری
3-زدودن زنگ زدگی از سطح فلز (سند بلاست یا گریت بلاست)
4-خم دادن و شکل دهی سرد یا گرم قطعات
5-گرم کردن قبل از جوشکاری
6-جوشکاری قطعات
7-زدودن اضافه های جوشکاری
8-سنگ زدن
9-عملیات حرارتی بعد از جوشکاری
10-مونتاژ زیر مجموعه ها برای ساخت مجموعه های اصلی نظیر جاکت و عرشه
11-قرار دادن و نصب تجهیزات تأسیسات
12-اعمال روشهای مناسب برای حفاظت در مقابل خوردگی
در این فصل مشخصات کلی و حداقل های لازم برای ساخت و مونتاژ پایه و عرشه سکوهای ثابت فولادی، ارایه می گردند.
برنامه ریزی
برای ساخت بهینه و اقتصادی یک سکوی دریایی، لازم است برنامه کار طراحی گردد. موارد مهمی که در این برنامه باید در نظر گرفته شوند، عبارتند از:
1-تقسیم مناسب سازه به اجزای مختلف، به گونه ای که ساخت این اجزا به صورت پیش ساخت ممکن گردد.
2-مشخص کردن ابعاد مختلف قطعاتی که به ناچار باید در محل کارگاه، تولید و به هم متصل گردند.
3-مشخص کردن محل های جوش
4-بررسی امکاان جوش، چه به صورت کلی و چه به صورت موضعی
5-فراهم کردن امکان حداکثر استفاده از جوشکاری اتوماتیک و پیوسته
6-بررسی سازگاری جوش دو قطعه فولاد با مشخصات فنی مختلف
7-در نظرگیری محدودیت عملیات حرارتی جوشهای قطعات در مرحله ساخت
ساخت سکوهای دریایی
برنامه مذکور باید در قالب مدرکی تحت عنوان روش ساخت توسط پیمانکار ساخت تهیه و ارایه بشود و مورد تأیید قرار گیرد. در این برنامه، تجهیزات و نیروی انسانی مورد نیاز جهت اجرای روش نیز باید مشخص شود.
مصالح مصرفی
کلیات
تمام فولاد سازه ای مصرفی باید، نو، عاری از نقص و زنگ زدگی باشد. در ضمن، استفاده از فولادهایی که از قبل برای مصارف دیگری رد می شوند. و سپس به عنوان فولاد سازه ای (فولاد ساختمانی) طبقه بندی می شوند، در سکوهای دریایی مجاز نیست.
گواهی کارخانه نورد
گواهی های اصلی آزمایشهای انجامی در هنگام تولید، باید بر اساس نیازمندی ها ارایه شود. این گواهیها باید تمام اطلاعات لازم در مورد مقاومت، شکل پذیری، چقرمگی، آنالیز شیمیایی، عملیات حرارتی. آزمایش های غیر تخریبی، آزمایش های تکمیلی و سابقه شناسایی تولید را در بر داشته باشد. قبل از استفاده از فولاد در ساخت سازه، گواهی های فوق باید ارائه شوند.
شناسایی مصالح
دریافت و جابه جایی مصالح، اغلب بخشی از فعالیت های پیمانکار ساخت است. پیمانکار باید روشی را جهت دریافت، انبار کردن، شناسایی و ردگیری ارایه داده و به تصویب برساند. در این روش، هر قطعه فولادی که در بخشی از سازه تولید بشود مورد استفاده قرار می گیرد. باید به صورت دقیق قابل ردگیری تا مرحله دریافت گواهی تولید کننده فولاد باشد.
انبار کردن مصالح
لازم است مصالح مورد مصرف برای ساخت در فضای مناسب بالاتر از سطح زمین، روی قطعات چوب، پالت و یا قطعات مشابه انبار گردد. طوری که مشکل خوردگی تدریجی وجود نداشته باشد. در این رابطه، بخصوص لبه هایی که برای جوشکاری بعدی مهیا می شوند. باید به طور مناسب حفاظت شوند و قبل از جوشکاری، مورد کنترل قرار گیرند تا اگر لازم باشد تمیز گردند. مصالح مصرفی برای جوشکاری، باید در شرایط خشک و زیر سقف نگهداری گردند.
جوشکاری
ساخت سکوهای دریایی
کلیات
برای اتصال قطعات و اجزای مختلف سکوهای فلزی، اغلب از جوش استفاده می شود. و به این خاطر، بررسی مشخصات مکانیکی و کیفیت آن بسیار مهم می باشد. جوشکاری مورد نیاز، باید به گونه ای انجام گیرد که کلیه مشخصات لازم و کیفیت مطلوب رعایت گردد. بررسی صلاحیت های مربوط به جوشکاری و مراحل جوش، باید مطابق با استاندارد جوش AWS D1-1 انجام گیرد.
رویه جوشکاری
رویه جوشکاری باید به صورت کتبی تهیه شود و در آن همه مراحل مختلف جوشکاری و متغیرهای مهم، مشخص گردند. در یک مدرک رویه جوشکاری، راجع به موارد زیر بحث می شود.
1-فرایند جوشکاری (نظیر جوشکاری دستی، جوشکاری اتوماتیک و غیره)
2-مشخصات مصالح و دامنه ضخامتی که آن رویه در مورد آنها قابل کاربرد است.
3-طراحی اتصالات (شکل قطعاتی که باید به هم متصل شوند، زاویه قطعات نسبت به هم، شکل نفوذ جوش و ریشه جوش و غیره)
4-نوع الکترودها
5-اندازه الکترودها و شماره و ترتیب پاسخ های جوش
6-جریان برق، ولتاژ و نرخ تغذیه الکترود
7-موقعیت های جوشکاری و جهت و سرعت حرکت جوش
8- گرم کردن قبل و پس از جوشکاری (روش، درجه حرارت، نرخ گرم یا سرد شدن و روش کنترل)
ساخت سکوهای دریایی
جهت کسب به شرایط بهینه جوش، باید آزمایش های متعدد انجام گیرد تا ضوابط لازم طراحی تأمین گردد. رویه جوشکاری باید منطبق بر استاندارد AWS D1-1 باشد.
محدودیت های روش های جوشکاری
به استثنای پاس ریشه، تمام جوشکاری هایی که برای فولادهای دارای مقاومت تسلیم 280 مگاپاسکال و بیشتر صورت می گیرد. و ضخامت گلوی جوش بیش از 12 میلیمتر می باشد، باید با استفاده از فرایندهای هیدروژن پایین انجام شوند.
در تمام فرآیندهایی که از یک گاز خارجی به عنوان پوشش منطقه قوس جوش استفاده می شود. استفاده از بادگیر جهت پوشش ناحیه عملیات ضروری است.
برای پاسخ های پوششی در حالت پیشرفت رو به پایین. استفاده از رویه هایی که حرارت پاس های پوششی، کمتر از 25 کیلو ژول در هر 25 میلیمتر است. مجاز نیست مگر آن که رویه، با انجام آزمایش های سختی بر روی ناحیه تحت تأثیر حرارت، مورد تأیید قرار بگیرد. برای این آزمایش، باید یک مقطع بزرگ از جوشی که با استفاده از فولادهای دارای حداکثر مقدار کربن معادل. و ضخامت مجاز بر طبق رویه مورد نظر انجام شده است، تهیه شود. در این نمونه، پاس پوششی باید در یک میزان پیش گرما که برابر با حداقل پیش گرمایش مورد معین. در رویه جوشکاری باشد، اجرا بشود. حداکثر سختی در هر نقطه از ناحیه تحت تأثیر حرارت این نمونه، نباید از 325HV10 بیشتر باشد.
تأیید صلاحیت
روش جوشکاری و افراد جوشکار، باید طبق استاندارد AWS D1-1 مورد تأیید قرار گیرند. که در ادامه، مهمترین موارد به طور خلاصه مطرح می گردند.
ملاحظات ضربه
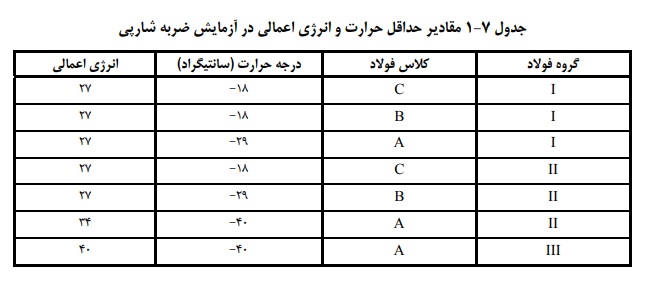
در شرایطی که لازم باشد تأییدیه رویه جوشکاری با انجام آزمایش مشخص شود، باید آزمایش ضربه شارپی، روی فلز جوش انجام گیرد. برای این کار، لازم است نمونه هایی از جوش مورد آزمایش تهیه شوند. و تحت آزمایش ضربه مطابق AWS D-1-1 قرار گیرند. برای کسب عملکرد مطلوب، درجه حرارت های آزمایش و مقادیر حداقل انرژی مورد ارائه در جدول 1-7. برای انواع گروه های مصالح فولادی باید رعایت شوند.
مقادیر انرژی یک نمونه (از سه نمونه) می تواند به اندازه 7 ژول کمتر از مقدار لازم باشد. و در این حالت، نیازی به تکرار آزمایش نیست.
آزمایش های مکانیکی برای تأیید دستورالعمل جوشکاری
آزمایش های مکانیکی روی نمونه های مختلف، باید بر طبق ضوابط توسط یک آزمایشگاه مستقل دارای صلاحیت انجام گیرد.
ملاحظات جوشکاری
کلیات
جوشکاری باید مطابق ابعاد جوشها مندرج بر روی نقشه ها، طبق رویه جوشکاری و یا منطبق بر مشخصات فنی AWS D1-1 صورت گیرد.
جوش های مشخص
در صورتی که در دستورالعمل و مشخصات فنی جوشکاری، دستورالعمل دیگری مشخص نشده باشد. باید محل های تقاطع قطعات با جوش های شیاری نفوذ کامل، به هم اتصال پیدا کنند. این کار باید تقاطع های مخفی نظیر نقاط روی هم قرارگیری مهارها و سخت کننده ها را نیز دربر گیرد.
جوش های شیاری از یک طرف
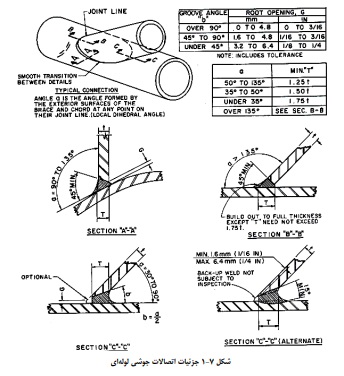
در تقاطع لوله ای، وقتی دسترسی به قسمت ریشه جوش امکان پذیر نباشد. می توان از جوش نفوذی شیاری مطابق شکل 7-1 استفاده کرد. روند جوشکاری و روش های اتخاذ شده و مورد قبول بودن جوش در محلی که دارای بازشدکی زیاد ریشه باشد. باید توسط مهندسین کارفرما بررسی و مورد تصویب قرار گیرد.
جوش های درزگیری
تمامی سطوح پنهان، باید با جوش های ممتد گوشه، در مقابل خوردگی درزگیری شوند. جوش های درزگیری نباید کمتر از 3 میلیمتر باشند. ولی لازم نیست از 5 میلیمتر تجاوز نمایند.
تنش زدایی
در حالت کلی، در صورت استفاده از ضخامت های مورد اشاره در توضیحات قبل برای فولادهای سازه ای. نیازی به استفاده از روش های حرارتی تنش زدایی نمی باشد. با این حال، اگر لازم باشد عملیات حرارتی پس از جوشکاری انجام گیرد، باید در دستورالعمل آزمایش های جوشکاری مشخص گردد.
جوش های حین نصب
برای جوش های حین نسب، دستگاه های جوش باید به طور مناسب دارای اتصال زمین باشند. و طوری مورد استفاده قرار گیرند که از خوردگی زیر آب جلوگیری گردد. دستورالعمل پیشنهادی در این مورد، در این فصل ارایه شده است.
جوش قوسی
جوش قوسی فقط در شیارهای جوش قابل قبول است. برای مشخص کردن روش های تعمیر خرابی های احتمالی مصالحی ناشی از کاربرد غیر عمدی جوش قوسی در بیرون شیار جوش. باید دستوراعلمل لازم تهیه گردد. در این دستورالعمل، روش های مشخص کردن مناطقی که سختی آنها بالا می باشد. محل ترک ها و چگونگی بازیافت یکنواختی سطح، باید با جزئیات کامل تبیین گردند.
ساخت سکوهای دریایی
زدودن زواید
سطوح و حفره های ایجادی توسط عملیات زدودگی زواید ناشی از فرایند استفاده از دستگاه برش جوش. باید به طور کامل تمیز شده و کربن و اکسیدهای باقی مانده، باید قبل از شروع جوشکاری در محل های مورد نظر، از بین بروند.
جوشکاری قطعات موقت
دقت به کار رفته در جوشکاری قطعات موقت و ضمایم، باید مشابه دقت در جوش های ثابت باشد.
ثبت داده ها و تهیه اسناد
قبل از شروع کار ساخت، سازنده باید تمام رویه های جوشکاری تأیید شده توسط کارفرما. را به صورت یک مجموعه تهیه نموده و طی جدولی مشخص نماید که از هر رویه، در چه محلی از سازه استفاده خواهد شد. این مستند سازی باید به عنوان یک مدرک نهایی تحویل کارفرما گردد.
نقشه های ساخت و دستورالعمل های مربوطه
پیمانکار باید بر اساس اطلاعات کلی دریافتی از کارفرما، نسبت به تهیه و تحویل نقشه های ساخت که درآنها. جزئیات مربوط به ساخت پایه ها، شمع ها، عرشه و قطعات آمده باشد، اقدام نماید. این نقشه ها باید توسط کارفرما و گروه بازرسی مورد بررسی و تأیید قرار گیرند. پیمانکار همچنین باید قبل از شروع ساخت جزئیات مربوط به روش های اجزایی خود را، با جزئیات کامل به کارفرما تحویل دهد.
مونتاژ
وصله قطعات
لوله ها
وصله لوله ها، باید بر اساس استاندارد API Spee2B انجام گیرد.
تیرها
قطعات تیر با سطح مقطع یکسان، می توانند به یکدیگر متصل شوند. اتصال باید مطابق AWS D1-1 با طول نفوذ کامل باشد. موقعیت و تعداد اتصالات لازم، با نحوه کاربرد تیر تعیین می شود. فاصله نقاط اتصال نباید کمتر از دو برابر ارتفاع تیر یا یک متر (هر کدام که کمتر بود) باشد. در مناطق بحرانی، از نقطه نظر تمامیت سازه، محل های اتصال باید توسط طراح مشخص شوند.
ساخت سکوهای دریایی
صندوقه های اتصال
در اتصال لوله های فولادی به یکدیگر، قطعات باید به گونه ای قرار گیرند. که خطوط طولی جوش با یکدیگر زاویه ای حداقل برابر با 90 درجه بسازند. ولی برای اجتناب از قرارگیری اعضای مهاری روی جوش طولی صندوقه های اتصال. جوش های طولی این صندوقه ها، ممکن است در فاصله ای حداقل برابر با 30 سانتیمتر از جوش طولی قطعات مجاور قرار گیرند.
اتصالات لوله ای جوشی
کلیات
تقاطع دو یا سه عضو لوله ای، تشکیل یک اتصال لوله ای را می دهد. که با تمرکز تنش در جوش های اتصال و نواحی مجاور آنها همراه است. در ای شرایط، ساخت مناسب اتصال بسیار ضروری است. بخصوص جوش ها باید تا حد ممکن، دارای نفوذ کافی باشند. و پروفیل جوش های خارجی، باید به صورت صاف و تدریجی، با فولاد دو طرف ادغام گردد.
ترتیب ساخت
وقتی که دو یا چند عضو لوله ای به صورت یک اتصال X شکل به یکدیگر متصل شوند. عضو بزرگتر از نظر قطر، باید در طول اتصال ادامه یابد و اعضای دیگر به عنوان اعضای فرعی به این عضو اصلی جوش شوند. اگر در نقشه ها به طور مشخص قید نشده باشد. وقتی دو یا چند عضو فرعی در یک مفصل با هم تلاقی کنند. و یا روی هم قرار گیرند.
ساخت سکوهای دریایی
ترتیب این که کدام عضو به مفصل وصل شود. از روی ضخامت دیواره یا قطر عضو مشخص می شود. عضو با ضخامت دیواره بیشتر، باید به صورت ممتد باشد. (عضو اصلی) و ترتیب اتصال اعضای دیگر، براساس کاهش ضخامت خواهد بود. در صورتی که دو یا چند عضو دارای ضخامت یکسان باشند. عضوی که دارای قطر بیشتری است. باید به صورت ممتد در نظر گرفته شود. اگر دو یا چند عضو دارای ضخامت و قطر یکسان باشند. هر یک از آنها می تواند به عنوان عضو اصلی در مد نظر قرار گیرد.
جزئیات اتصالها
هر عضو فرعی که با قرارگیری روی دیگر اعضا، یک اتصال را تشکیل دهد. باید به صورت اریب برش بخورد و لبه آن پخ بزند. تا امکان جوش کامل نفوذ شیاری فراهم گردد. اگر به خاطر ابعاد عضو یا شکل آن، فقط امکان دسترسی به یک جهت باشد. مهیاسازی لبه ها و جوش ها باید مطابق شکل 7-1 باشد. مقدار رواداری زوایای پخ، 5 درجه می باشد. در صورتی که پس از اتصال قطعات، درز بین آنها کم باشد. می توان درز را با روش Arc gouging، تا رسیدن ابعاد مورد نیاز که در شکل 7-1 نمایان و مشخص است، زیاد کرد. اگر درز مذکور از حد مجاز زیادتر باشد. باید انتهای قطعه را طبق مفاد آیین نامه AWS D1-1 طراحی نمود.
کنترل پروفیل جوش
در مواردی که برای تحلیل خستگی اتصالات لوله ای، از منحنی x در روش S-N، مطابق بند 3-7 استفاده شود. و لذا کنترل پروفیل جوش ضروری باشد. لایه نهایی جوش باید به گونه ای باشد که سطوحی که جوش خوردند به صورت ملایم با فلز اصلی ادغام گردند. و به طور تقریبی، پروفیل مقعر مشابه شکل 7-1 به دست آید. در این حالت، علاوه بر ملاحظاتت کنترل کیفیت جوش مورد بررسی قرار می گیرد. گودیهای موجود در پروفیل جوش نباید عمیق تر از 1 میلیمتر. نسبت به یک صفحه نازک با قطر برابر یا بیشتر از ضخامت عضو فرعی در محل اتصال باشد. حداکثر تلاش برای رسیدن به پروفیل مورد نظر، باید در موقع جوش به عمل آید.
ساخت سکوهای دریایی
با این حال می توان سطح جوش را برای رسیدن به پروفیل مورد نظر، مطابق شکل 7-1 سنگ زد. خطوط نهایی سنگ، همواره باید در امتداد عمود بر محور برش باشد. برای اتصالات لوله ای که نیاز به پروفیل جوش کنترل شده داشته باشند. پنجه جوش، هم در طرف عضو فرعی و هم در طرف عضو اصلی، باید به طور کامل به روش ذرات مغناطیسی بازرسی شوند. تا خرابی های سطحی و نزدیک سطحی مشخص گردند.
جزئیات خاص
وقتی زوایای بین دو سطح کمتر از 30 درجه باشند. باید جزئیات خاص مدنظر قرار گیرد. این جزئیات باید به گونه ای باشند که امکان جوش های مناسب فراهم گردد.
اعضای شکاف خورده
وقتی که در یک عضو، شکاف ایجاد می گردد. تا ورق های لچکی داخل آنها قرار گیرد. شکاف باید به اندازه 3/5 میلیمتر و یا 12 برابر ضخامت دیواره عضو (هر کدام که بزرگتر باشد) از هر جوش پیرامونی فاصله داشته باشد. برای جلوگیری از فرورفتگی، اعضای دارای شکاف باید با قطری به اندازه 3 میلیمتر بزرگتر از قطر شکاف با دریل سوراخ و یا بریده شده. و در لبه ها با حداقل قطری برابر 3 میلیمتر بیش از ضخامت شکاف صاف گردند. در محل هایی که ورق های لچکی از میان شکاف می گذرد. لبه ورق ها باید به طور تقریبی به صورت نیم دایره در آید تا شرایط جفت کردن و جوش مناسب تر، فراهم گردد.
ساخت و جوشکاری تیر ورق ها
در ساخت تیر ورق ها، رواداری ساخت باید بر اساس استاندارد AWS D1-1 باشد. مگر ملزومات خاص، به کارگیری کنترل دقیق تر را دیکته نماید. اگر گرمادهی محلی برای افزایش مقاومت یا اصلاح مواد، بیش از مقدار قراردادی پیشنهاد شود. اثرات آن روی خواص مصالح باید در نظرگیری شود. و روش کار به تأیید کارفرما برسد.
ساخت سکوهای دریایی
اتصال جان به بال تیر ورق، می تواند به صورت جوش های ممتد گوشه که در دو طرف جان باشند انجام شود. جوش ها باید دارای پروفیل مقعر با تغییرات تدریجی و ملایم به فلنج و عضو باشند.
تقاطع های قطعات تیر ورق و اتصالات گیردار این اعضا به اعضای دیگر، باید دارای جوش های نفوذی کامل باشند. مگر این که تحلیل تنش دقیق، اجازه نوع دیگری از اتصالات جوشی را بدهد. اتصال بین بال ها و ورق هایی که برای سخت کردن بال ها به کار می روند. باید از نوع جوش با نفوذ کامل در هر دو طرف باشد.
ساخت سکوهای دریایی
اتصال ورق تقویت کننده به جان تیر، ورق، می تواند به صورت جوش های ممتد گوشه که از دو طرف انجام بشود صورت گیرد. چقرمگی فلز جوش و منطقه تحت تأثیر حرارت جوش، نباید کمتر از حداقل چقرمگی که مشخص است برای فولاد تیر اصلی باشد.
رواداریهای ساخت نهایی
کلیات
هر عضو سازه، باید بر اساس مقدار رواداری های ساخت نهایی که در ادامه ارایه می گردد. در محل خود قرار گیرد. رواداری های دیگری که در این جا ارایه نشده اند. باید بر مبنای مشخصات فنی AISC باشند.
پایه و ستون های مقطع عرشه
در هر صفحه ای از سازه که از نظر نصب در محل بحرانی باشد. نظیر تراز بالای جاکت و یا پایین ستون های عرشه، فاصله افقی از محور یک ستون تا محور ستون کناری در هر جهت. باید دارای رواداری در حدود 10 ± میلیمتر نسبت به ابعاد مشخص در نقشه باشد. در هر تراز عرشه، فاصله بین محور یک ستون تا محور ستون های کناری در هر جهت. باید دارای یک رواداری در حد 13 ± میلیمتر باشد. در دیگر صفحات جاکت، رواداری می تواند به 19 ± میلیمتر افزایش یابد. قطرهای هر مقطع مربع مستطیلی از پلان جاکت، باید دارای رواداری 19 ± میلیمتر باشند. در هر حال حداکثر تلاش باید به عمل آید تا محل ستون ها در تمامی مقاطع، دارای دقت کافی باشند.
انحراف از مستقیم بودن ستون های جاکت، باید کمتر از 10 میلیمتر باشد. چنین انحرافی نباید بیشتر از 3 میلیمتر در هر 3 متر طول باشد. ساخت جاکت باید در هر یک سطح مسطح انجام گیرد. برای این کار باید کنترل های دوره ای مد نظر قرار گیرد. اگر یک پایه موقت دچار نشست بشود. باید با استفاده از ورق های لقمه، آن را به ترازی برابر پایه های دیگر برگرداند. قسمت بالای ستون های جاکت، می تواند 13 ± میلیمتر نسبت به ترازهای روی نقشه حداکثر، اختلاف داشته باشد.
ساخت سکوهای دریایی
موقعیت انتهایی هر یک از قطعات صندوقه اتصال بر روی پایه جاکت و یا ستون عرشه. می تواند در حد 25 میلیمتر نسبت به مقادیر روی نقشه تغییر داشته باشد. محل سایر تغییرات در ضخامت پایه های جاکت یا ستون های عرشه. می تواند حداکثر حدود 51 میلیمتر نسبت به محل های نشان داده در نقشه ها متفاوت باشد.
مهاربند های جاکت و عرشه
اعضای مهاربندی ترازهای افقی سازه، باید در جهت قائم در محدوده رواداری 13 میلیمتر نسبت به ابعاد نقشه های طراحی قرار گیرند. محل تغییر در ضخامت دیواره این اعضای مهاری. باید در محدوده رواداری 25 ± میلیمتر نسبت به محل نشان داده شده در نقشه های طراحی باشند. سایر مهاربندی ها، باید طوری اجرا شوند که نقاط انتهایی آنها، در محدوده 13 ± میلیمتر نسبت به نقاط طراحی شده باشد.
تیرهای عرشه
محورهای تیرهای عرشه در دو سر انتهایی، باید در محدوده 13 میلیمتر نسبت به محل آنها در نقشه باشد. در هیچ نقطه ای در طور محور تیر. خروج از محور نباید بیشتر از 19 میلیمتر نسبت به افق و 13 میلیمتر نسبت به قائم باشد.
تیرهای عرشه باید به گونه ای نصب شوند که بال بالایی، تراز بوده و یا دارای شیب مشخص شده در نقشه ها باشد. عدم تطابق در ارتفاع تیر با خروج از تراز بال، در حد رواداریهای مجاز ساخت قابل قبول می باشد. تیرهای عرشه باید طوری نصب شوند که جان آنها شاغول باشد. تغییرهای به وجود آمده در تیرهای عرشه ناشی از جوشکاری، باید به گونه ای اصلاح شوند. که رواداری های مورد نظر در این بخش رعایتت گردند.
تیرهای پوششی
محورهای تیرهای پوششی در دو انتهای خود، می توانند تغییراتی در محدوده 13 ± میلیمتر نسبت به نقشه داشته باشند. در هیچ نقطه ای در طول محور. تیر پوششی نباید دارای خروج از محور بیشتر از 10 میلیمتر نسبت به افق و 6 میلیمتر نسبت به قائم باشد.
تیرهای پوششی، باید به گونه ای نصب شوند که بال بالایی آنها تراز باشد. عدم تطابق در ارتفاع تیر به خاطر رواداری های ساخت در کارخانه. باید با استفاده از ورق های لقمه بین تیرها و ستون ها جبران شود. تیرهای مذکور باید چنان نصب شوند که جان آنها شاغولی باشد.
شبکه ها
اتصالات شبکه و چارچوب های فولادی، باید فقط در محل تکیه گاه ها اتفاق افتد. مگر این که جزئیات دقیق و مناسب توسط طراح در نقشه ها مشخص شده باشد.
پله ها و پاگردها
لازم است محل های پله ها و پاگردها از نظر افقی نسبت به نقشه های طراحی، در محدوده 76 میلیمتر تغییر نمایند.
شمع ها
حداقل طول یک قطعه از شمع که برای ساخت شمع ها به کار می رود. باید برابر قطر شمع یا یک متر (هر کدام کمتر است) باشد. در اتصال دو قطعه شمع به یکدیگر، باید به گونه ای عمل شود که خطوط طول جوش جان قطعات مختلف. حداقل به اندازه 90 درجه از یکدیگر دور باشند.
حداکثر انحراف از مستقیم بودن مجاز در هر 3 متر از طول شمع ها، 3 میلیمتر می باشد. برای طول های بیش از 3 متر، حداکثر انحراف مجاز طول کلی را می توان از رابطه زیر محاسبه نمود.

در هر حال این مقدار بیش از 10 میلیمتر در هر 12 متر طول باشد. روش آزمون مستقیم بودن شمع ها، باید توسط سیم کشیده شده در طول شمع صورت گیرد. و این آزمون باید حداقل در 3 نقطه شعاعی مختلف تکرار گردد.
طول قطعات شمع تولیدی، می تواند دارای رواداری حداکثر برابر (0/5%) طول مورد نمایش در نقشه ها باشد. انحراف مقطع شمع از دایره ای بودن، باید مطابق ضوابط API spee 2B باشد.
ساخت سکوهای دریایی
تمهیدات لازم برای اتصالات دوغابی
سطوح فولادی شمع ها و سازه هایی که توسط دوغاب به هم متصل می شوند. باید فاقد هر نوع آلودگی نظیر لعاب، گریس، روغن و هر نوع ماده ای که باعث کاهش اثر اتصال فولاد و دوغاب می گردد، باشند. این موضوع بخصوص وقتی که از قطعات برشی اضافی استفاده نمی شود، بیشتر اهمیت دارد.
برای جلوگیری از آسیب دیدگی سطوح ناشی از حمل و نقل و حرارت های بالا، لازم است دقت کافی در عدل بندی به عمل آید. همه مواد زاید، باید از پایه سکو زایل گردند تا از آسیب دیدن در حین آب اندازی و نصب پایه جلوگیری گردد.
متعلقات موقت
باید تا جایی که امکان دارد. تمامی متعلقات موقت سازه نظیر داربست ها و لوازم ساخت و نصب، محدود گردند. اگر چنین متعلقاتی ضروری باشند، شرایط زیر باید رعایت گردد.
ساخت سکوهای دریایی
الف: متعلقات و زواید، نباید توسط چکش یا هواجوش جدا شوند. زواید اتصالات پایه، اتصالات مهاری ها و اتصالات حلقه های تقویت کننده. باید با مشعل در فاصله 3 میلیمتر بالاتر از فلز اصلی، بریده شده و به صورت مکانیکی صاف گردند.
ب: لازم است زواید تمامی قسمت هایی که باید رنگ شوند. قبل از رنگ مطابق روش مذکور حذف گردند. زواید دیگر قسمت ها که در بالا مورد اشاره قرار نگرفتند. باید درست بالای زایده توسط مشعل بریده شوند. فولاد زاید باقیمانده، باید به طور کامل توسط جوش پوشش شود.
ج: زواید کمکی برای سر هم کردن پایه ها، مهاری ها، غلاف ها، شمع ها و لوله های هادی. باید طوری حذف شوند که یک سطح صاف داشته باشند.
حفاظت در مقابل خوردگی
پوشش ها
اگر نحوه حفاظت در مقابل خوردگی توسط طراحی مشخص نشده باشد. کاربرد پوشش های مختلف باید مطابق استاندارد NACE RP-01 باشد. مگر آنکه مشخصات دیگری توسط طراح در نظر گرفته شده باشد.
حفاظت ناحیه پاشش
برای حفاظت ناحیه پاشش، از روش های مختلفی نظیر پوشش Monel، پوشش فولادی و افزایش (ضخامت فولاد) استفاده می گردد. این گونه پوشش ها، باید طبق مشخصات فنی نصب گردند. و کلیه مناطقی را که در نقشه ها مشخص شده اند، در بر گیرند.
حافظت کاتدیک
اجرای سیستم حفاظت کاتدیک، روش نصب و روش تقسیم بندی آنها، باید مطابق نقشه ها و یا مشخصات فنی باشد.
کنترل های ابعادی
در طول عملیات ساخت سکوها، لازم است کنترل های ابعادی لازم صورت گیرد. تا رعایت رواداریهای ساخت که در این مقاله از آیین نامه تعیین شده اند، محرز گردد. از این رو، پیمانکار ساخت باید در شروع عملیات، رویه پیشنهادی خود را برای انجام کنترل های ابعادی ارایه دهد. و پس از تأیید کارفرما، آن را به اجرا گذارد. در این رویه، کنترل های ابعادی مورد نظر، موقعیت اندازه گیری ها، در مورد اعضای زیر مجموعه و سازه نهایی مونتاژی. به همراه ابزار و تجهیزات مورد نظر برای انجام عملیات باید مشخص شوند.
مدارک و سوابق
پیمانکار ساخت، باید گواهی های کارخانه های نورد تولید کننده فولاد را نگهداری نماید. در ضمن کلیه مدارک مربوط به شناسایی و ردگیری فولاد نیز باید در مجموعه ای نگهداری شوند. در طول انجام عملیات ساخت، احتمال بازنگری و انجام تغییرات در نقشه های طراحی وجود دارد. مدارک کلیه تغییرات و جایگزینی های مورد انجام در مصالح، باید حفظ شوند.
ساخت سکوهای دریایی
در پایان عملیات ساخت، نقشه های طبق ساخت باید وضعیت نهایی سازه تولیدی. شامل کلیه تغییرات انجامی در طول عملیات ساخت نسبت به نقشه های طراحی را نشان دهند. همراه با نقشه های مذکور، کلیه مدارک مربوط به تولید کالا، شناسایی و ردگیری مصالح و بازرسی های انجامی. در طول عملیات ساخت، باید به عنوان مدارک نهایی در مجموعه ای توسط پیمانکار ساخت، ارایه شوند.