خمکاری لوله-لوله های فولادی-مقاطع فولادی-مقاطع توخالی-لوله های فلزی-لوله های آلیاژی
خمکاری لوله-لوله های فولادی-مقاطع فولادی-مقاطع توخالی-لوله های فلزی-لوله های آلیاژی
خمکاری لوله
در ساخت سازه های سبک استفاده از مقاطع توخالی مانند لوله بسیار متداول است. سازه ها یا محصولاتی مانند میز و صندلی، دوچرخه و نظایر آن. معمولاً توسط اتصال لوله ها به یکدیگر ساخته می شود. تولید این محصولات به ویژه زمانی که با شکل های پیچیده و یا طرح های زیبا همراه شود. نیازمند ایجاد خم در اجزاء لوله های آن می باشد. در این مقاله تکنیک های محاسبه و ایجاد خم ها با اشکال و ابعاد گوناگون. در لوله های فلزی مورد بررسی قرار گرفته است.
شایستگی خمکاری لوله
لوله ها نوعی پروفیل هستند که کاربرد وسیعی در ساخت مصنوعات فلزی دارند. در ابتدا دسته بندی انواع لوله ها از نظر شکل، جنس و روش تولید ارائه می گردد. در ادامه اهمیت محاسبه طول اولیه و پیاده کردن نقشه بر روی لوله بیان میشود. پس از آن تکنیک های خمکاری و انواع خمکاری ارائه می گردد.
لوله توخالی چیست؟: لوله استوانه ای شکلی است که بطور معمول برای جابجایی سیالات و یا در ساخت سازه ها استفاده میشود.
لوله های می توانند درز دار یا بدون در باشند.
شکل های 2-2 و 2-3 به ترتیب لوله های درزدار و بدون درز را نشان می دهد.


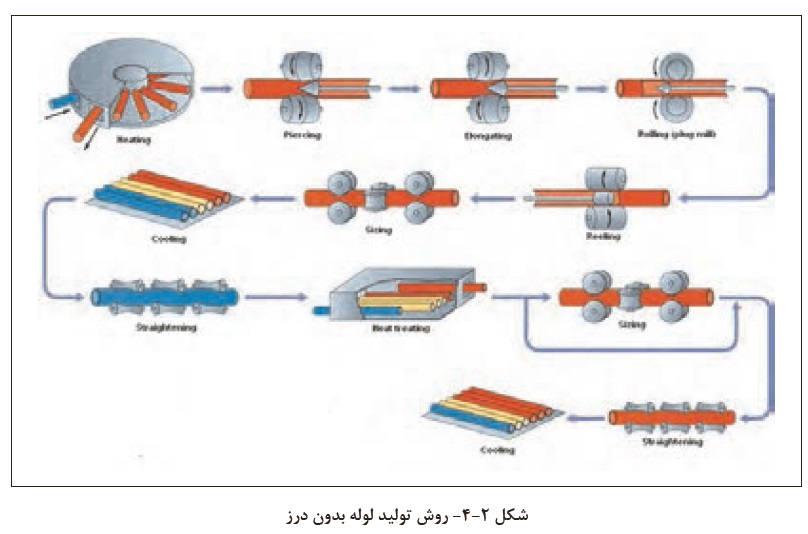
لوله های بدون درز
این لوله ها به صورت یکپارچه و بدون درز می باشند. و به روش های مختلفی تولید می شوند. که نوع روش تولید آنها به جنس لوله بستگی دارد.
الف- لوله فولادی
این لوله مستقیماً با ایجاد سوراخ درون شمش گداخته، تولید می شود. و بیشتر در خطوط انتقال گاز، و ساخت مخازن تحت فشار، تأسیسات پالایشگاهی و نیروگاه ها کاربرد دارند.
شکل 4-2 روش تولید لوله های بدون درز فولادی را به صورت خلاصه نشان می دهد.
ب- لوله چدنی
این لوله ها توسط روش ریخته گری گریز از مرکز، ساخته می شوند.
ج- پلیمر
این لوله ها توسط روش تزریق تولید می شوند.
د- مس و آلومینیوم
این لوله ها، معمولاً بصورت کشش شمش تولید می شوند.
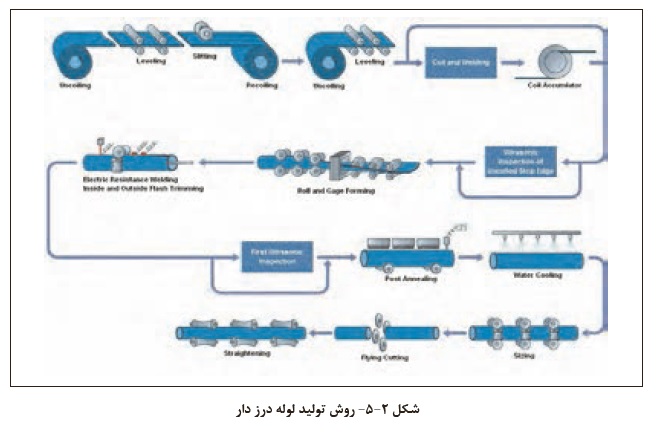
لوله های درز دار
لوله هایی که توسط خمکاری و جوشکاری ورق به صورت درز دار تولید می شوند. از این لوله ها بیشتر در انتقال سیالات کم فشار و هم چنین به عنوان ماده ی اولیه. در تولید پروفیل های نیمه سبک استفاده می شود. شکل شماره 2-5 ، مسیر تولید لوله های درز دار را نشان می دهد.
دسته بندی لوله ها براساس کاربرد و جنس
جدول زیر، دسته بندی لوله ها بر اساس جنس را نشان می دهد. همچنین ویژگی ها و کاربرد هر یک از آنها در هر قسمت ذکر شده است.
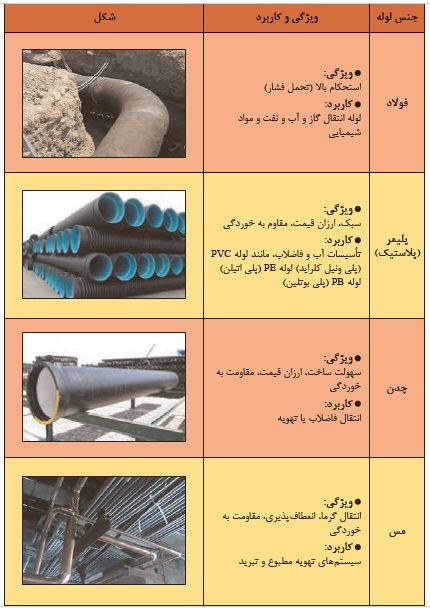
همانطور که در جدول مشاهده می شود، لوله کاربردهای مختلفی در صنعت دارد. بعنوان مثال انتقال نفت و گاز در صنایع پتروشیمی.اما آیا می توان بدون در نظر گرفتن یک سری شرایط و الزامات از این لوله ها. برای هر صنعت یا کاربردی استفاده نمود؟ برای انتخاب لوله مناسب برای یک کاربرد مشخص. طراحی و ساخت یک سازه لوله ای، یک سری استانداردهایی وجود دارد. که باید از آنها برای اهدافی که بیان شد، استفاده نمود.
شاید بارها شنیده اید که این وسیله استاندارد است یا فلان وسیله استاندارد نبود و اتفاق بدی افتاد. هیچوقت فکر کرده اید که استاندارد یعنی چه؟ استاندارد یعنی نظم و قانون هر کاری که طبق اصول منظم و مرتب انجام شده باشد. می گویند طبق استاندارد است و مهر استاندارد دریافت می کند. شاید نتوان تعریف خیلی دقیق و صحیحی از استاندارد ارایه کرد. ولی بطور کلی می توان اینگونه عنوان کرد. که استاندارد آزمایش ها و مطالعات گذشته برای نتیجه گیری و استفاده در آینده است. استانداردها اما تنها مربوط به کالا نمی شوند، بلکه بسیاری از خدمات را نیز شامل می شوند. باید قبول کرد هر کالا و یا هر نوع خدماتی باید در یک چارچوب مشخص ارایه شود. و این چارچوب ها را می توان با استاندارد تعریف کرد. در دنیای امروزی تقریباً تمامی کشورها برای خود یک استاندارد ملی دارند.
استاندارد باعث می گردد که ما با خیالی راحت، کالا و خدمات مورد نیاز خویش را انتخاب نماییم. و بدانیم که انتخاب ما مشکلی برای ما ایجاد نمی کند. اگر استاندارد نباشد، زندگی بسیار پر خطر و حادثه آفرین خواهد شد. اجرای استاندارد ها منجمله استانداردهای ملی ایران به نفع تمام مردم و اقتصاد کشور است. و باعث افزایش صادرات و فروش داخلی و تأمین ایمنی و بهداشت مصرف کنندگان. و صرفه جویی در وقت و هزینه ها و در نتیجه موجب افزایش درآمد ملی. و رفاه عمومی و کاهش قیمت ها می شود. به عبارت دیگر در بیشتر کشورها سازمانی وجود دارد که بر کیفیت کالاها نظارت میکند. که به نام سازمان استاندارد معروف است. با این اوصاف تعداد استانداردهای صادر شده مرتب بالا و بالاتر رفت. به گونه ای که در حال حاضر بسیاری از حرفه های مختلف در دنیا استانداردهای مخصوص خود را دارند.
مشخصه های لوله
لوله ها بر اساس معیارهای متفاوتی مانند قطر داخلی، قطر خارجی، ضخامت و طول تعریف می شوند. در شکل 2-6 مشخصه های لوله آمده است. و در جدول زیر مفهوم و مشخصه های آنها را ملاحظه می کنید.
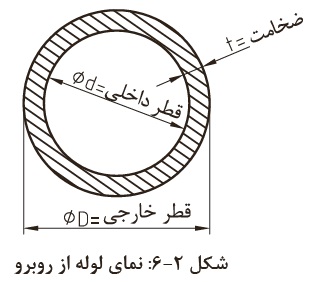
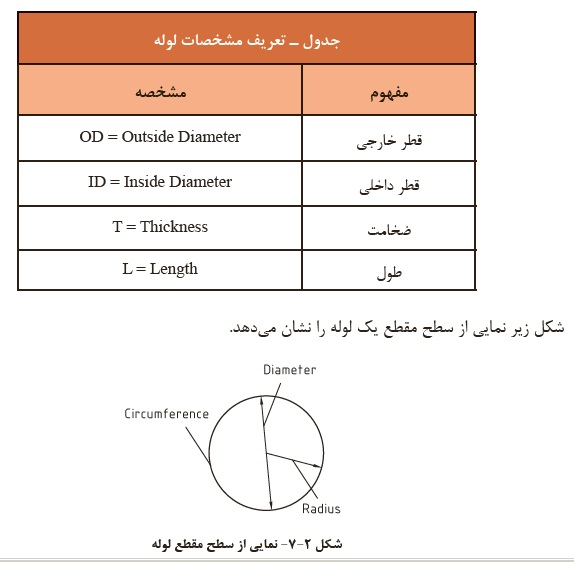
همانطور که در شکل مشاهده می نمایید یک لوله دارای شعاع، قطر و محیط می باشد.
- محیط (Circumference) دور تا دور هر شکل را محیط آن می نامند.
- شعاع (Radius) خط مستقیمی که مرکز دایره را به محیط وصل می کند.
- قطر (Diameter) خط مستقیمی که. با عبور از مرکز دایره به یک جهت از محیط را به جهت دیگر منتقل می کند. و دو برابر شعاع می باشد.
تذکر: در محاسبات خمکاری لوله های فولادی، شعاع خم همیشه بر اساس محور طولی لوله منظور می گردد.
خمکاری لوله
نقشه خوانی و پیاده کردن نقشه روی لوله
برای ساخت یک مصنوع، نیاز به یک سری اطلاعات تس. که از روی نقشه می توان آنها را بدست آورد. بعنوان مثال: برای خمکاری لوله جهت ساخت یک وسیله ورزیشی. اطلاعات مورد نیاز برای تعیین طول اولیه لوله، پارامترهای خم کاری در نقشه آمده است. و می تواند اطلاعات مورد نیاز را از آن استخراج نمود.

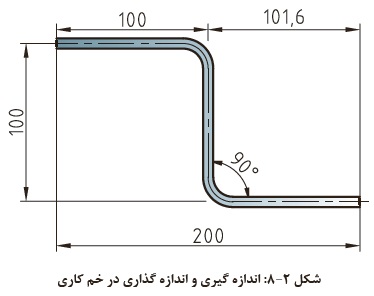
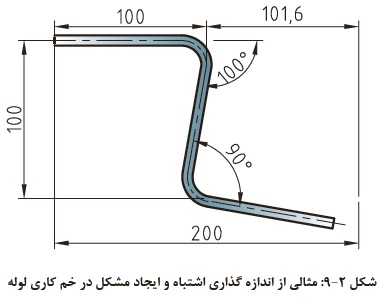
اندازه گیری و علامتگذاری صحیح دو عامل بسیار مهم در خمکاری دقیق لوله به حساب می آید. عدم دقت در اجرای هر کدام از موارد باعث بروز مشکل انطباق نهایی لوله و ساخت مصنوع فلزی می شود.
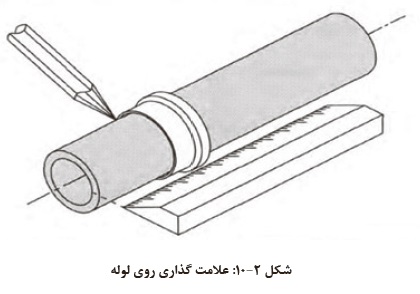
علامت گذاری روی لوله
برای افزایش دقت در علامت گذاری، از یک بست فلزی بعنوان دور لوله استفاده می شود. برای نشانه گذاری، روی لوله از نشانگرهای نوک تیز (مانند مداد ، مارکر) استفاده می گردد.
استفاده از ماژیک یا نشانگرهایی که نوک آنها پهن میباشد باعث پایین آمدن دقت در اندازه گیری می شود.
باید دقت شود که توسط ابزار نوک تیز روی لوله ها به هیچ وجه نباید خراش ایجاد نمود. زیرا این عمل باعث خوردگی و ضعیف شدن مقطع لوله می شود.

معمولاً دستگاه های خمکاری از یک جهت عملیات خم را انجام می دهند. به همین دلیل مشخص نمودن یک خط مرجع از ابتدای کار. خصوصاً در مواردی که باید چندین خم و در جهات مختلف ایجاد شود بسیار مفید است.
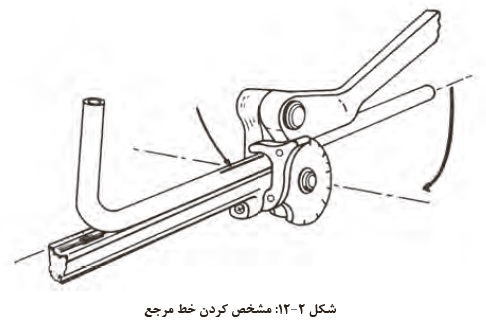
یک علامت طولی روی لوله مشخص میگردد. سپس لوله را به صورتی در دستگاه خمکاری قرار می گیرد. که آن علامت رو به بالا و خلاف جهت زاویه خم قرار گیرد.
این علامت علاوه بر امکان کنترل دقیق جهت خم. پس از خمکاری برای ادامه صحیح عملیات خمکاری در جهات مختلف بسیار مفید می باشد.
نحوه قرار دادن لوله در دستگاه جهت خمکاری
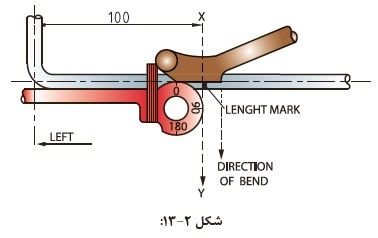
پس از اندازه گیری لوله مطابق توضیحات ارائه شده، لوله را به صورتی در دستگاه قرار باید داد. که علامت مورد نظر با زاویه مشخص شده روی دستگاه مماس با هم باشند.
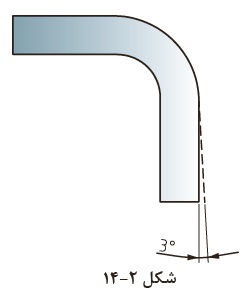
بطور معمول لوله ها پس از اعمال نیروی خم، کمی حالت فنری یا برگشت پذیری از خود نشان می دهند. که میزان این برگشت پذیری بر اساس جنس لوله متغیر است.
میزان افزایش طول حین خمکاری
محاسبات طول کلی لوله در خمکاری، به نوع خم بستگی دارد. اگر از خم تیز استفاده گردد (فاق بری)، طول نهایی برابر با طول اولیه خواهد بود.
اگر از خم قوسی (خم با شعاع زیاد) استفاده شود. طول لوله پس از خمکاری ممکن است با طول اولیه آن برابر نباشد. بنابراین محاسبه میزان این تغییرات قبل از برشکاری بسیار مهم است.
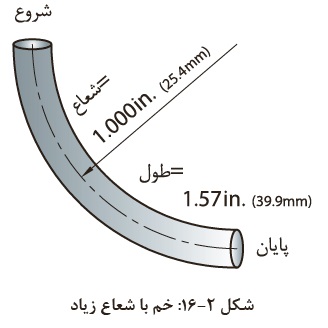
بخش خارجی لوله پس از خمکاری کشیده شده و باعث افزای طول لوله می شود. که این افزایش طول از محور تار خنثی قابل محاسبه می باشد. محل قرارگیری تار خنثی بستگی به شعاع خم و قطر لوله دارد. که برای محاسبه آن از فرمول های زیر استفاده می شود.
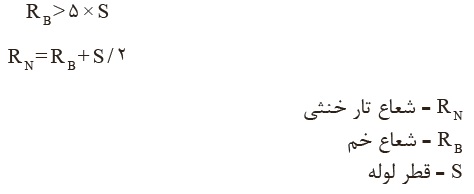
الف- اگر شعاع خم بیشتر از 5 برابر ضخامت قطعه باشد. تار خنثی در وسط قطعه قرار می گیرد. و توسط فرمول زیر قابل محاسبه است.
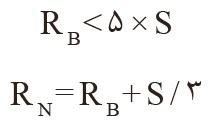
ب- اگر شعاع خم کمتر از 5 برابر ضخامت قطعه باشد. تار خنثی به سمت دیواره داخلی جا به جا می شود. و توسط فرمول زیر قابل محاسبه است.
با توجه به اندازه تار خنثی، برای محاسبه طول خم از فرمول زیر استفاده می شود.

محاسبه طول خم کاربردهای متفاوتی دارد مانند:
بدست آوردن طول لوله برای برشکاری یا نحوه اندازه گذاری لوله برای خمکاری.
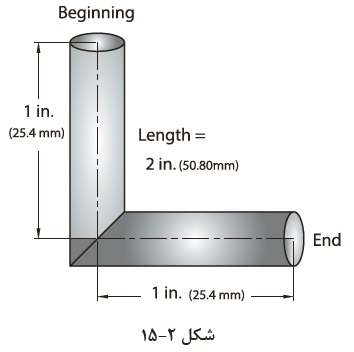
تار خنثی (طول گسترده) چیست؟
وقتی لوله ای خم میشود. لایه ی بیرونی قطعه کشیده شده و طول آن افزایش می یابد، همچنین لایه ی درونی آن فشرده می شود. و طول آن کاهش می یابد. بین لایه ی بیرونی و درونی قطعه، لایه ای وجود دارد که نه کشیده میشود. و نه فشرده می شود. یعنی طول قطعه بدون تغییر باقی می ماند. این طول را لایه ی خنثی می نامند.
برای محاسبه ی طول لوله از رابطه ی زیر استفاده می گردد.
L = π d α / 3 6 0
که در آن:
d: قطر لوله
α: زاویه ای باید لوله خم شود.
L: طول لوله ی خم شده می باشد.
روش های خمکاری
تکنیک های متفاوتی در خم کاری لوله وجود دارد. که هر کدام از آنها بر اساس کاربرد خم و نوع مواد، مزیت و معایت متفاوتی دارند. معمول ترین و مهمترین تکنیک های خمکاری که از نیروی مکانیکی استفاده می کنند، عبارتند از:
خمکاری پرسی
خمکاری فشاری
خمکاری کششی
خمکاری نوردی
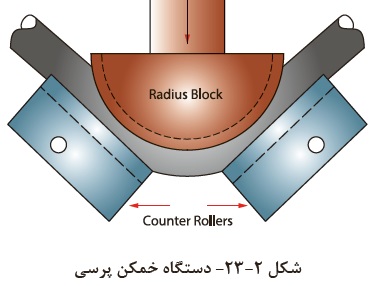
خمکاری پرسی (pressing Bending)
در بسیاری از موارد که شعاع خمکاری و تغییر سطح مقطع لوله از اهمیت خاصی برخوردار نیست. از این روش برای خمکاری لوله استفاده میشود. بعنوان مثال میتوان از بکارگیری این روش در سیستم لوله کشی شوفاژ منازل مسکونی. و نیز برخی از مبلمان فلزی خانگی و اداری استفاده کرد. در این روش لوله بر روی دو غلطک (تکیه گاه)، و قالب در وسط این دو غلطک قرار می گیرد.
نیروی لازم توسط یک جک هیدرولیکی تأمین می شود. دستگاههای خمکاری پرسی بعضاً به شکلی طراحی شده اند. که قادر هستند خمکاری لوله را به صورت گروهی انجام دهند.
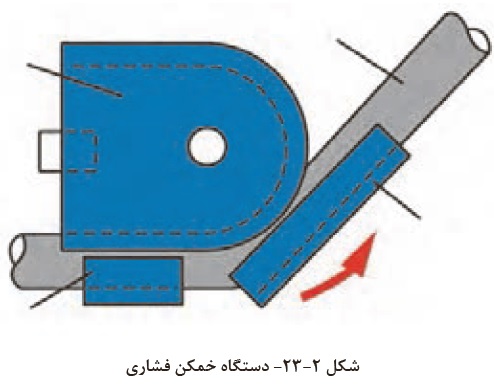
خمکاری فشاری (Compressing Bending)
در خمکاری فشاری همانطور که در شکل دیده می شود، قالب ثابت بوده. و کفشک لغزان در حین دوران به دور قالب، لوله را به درون قالب می فشارد. در این روش گیره لوله را در محل خاتمه خم به قالب ثابت کرده. و از حرکت لوله جلوگیری می کند. بعنوان مثال خمکن های دستی که برای خمکاری لوله های مسی با قطر 16>D mm استفاده میشود. جزء این روش خمکاری می باشد.
خمکاری کششی چرخشی (Rotary Draw Bending)
در خمکاری کششی، قالب دوران می کند. در این روش، در ابتدا لوله در محل شروع خم توسط گیره به قالب فشرده و محکم گرفته می شود. سپس هر دو با هم شروع به دوران کرده و نتیجتاً لوله به درون قالب کشیده می شود. جهت جلوگیری از تغییر فرم سطح مقطع لوله و بیضی شدن آن قالب فشاری به لوله فشرده شده. و در اثر اصطکاک، به همراه لوله به جلو کشیده می شود. و همواره در نتقطه شروع خم در مقابل قالب قرار می گیرد. و مانع از تغییر شکل لوله و بیضی شدن آن در هنگام خمکاری می گردد. به همین دلیل طول آن بایستی حداقل برابر طول خم باشد.
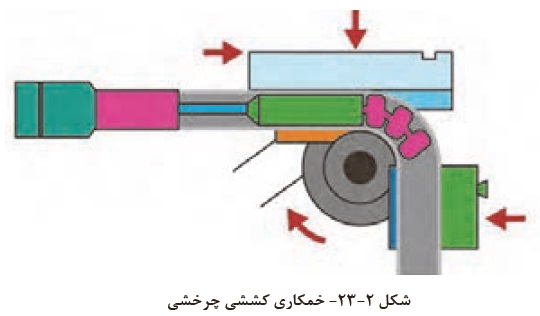
در این روش برای خمکاری لوله های با ضخامت کم از مندریل که در درون لوله قرار می گیرد. می توان استفاده نمود. مندریل موجب کنترل ابعاد هندسی و مانع از بیضی شدن لوله می شود. به عبارت دیگر با استفاده از مندریل و قالب از تغییر شکل لوله. به ترتیب از طرف داخل و بیرون در حین عملیات خمکاری جلوگیری می کند. روش خمکاری کششی نسبت به خمکاری پرسی، خمکاری فشاری و خمکاری نوردی. جهت ارائه یک خم با کیفیت، بسیار مناسبتر می باشد. و از این رو در بسیاری از کارخانجات تجهیزات سازی از آن استفاده می شود.
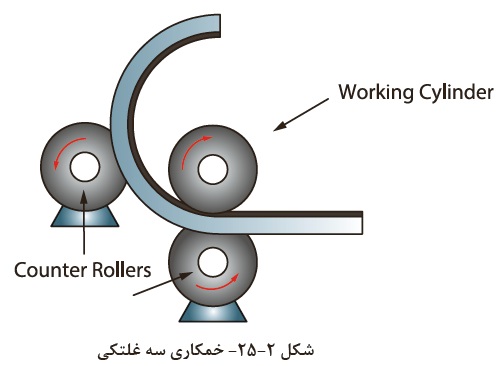
خمکاری سه غلتکی (Roll Bending 3)
این روش برای خمکاری لوله و سایر مقاطع با شعاع خم های بزرگ بکار گرفته میشود. در این روش لوله با پروفیل از میان سه غلطک عبور داده می شود. با توجه به اینکه از نظر هندسی از سه نقطه فقط یک دایره عبور می کند. لوله در حین عبور لوله از میان سه غلطک دایره شکل باقطر مشخص را به خود می گیرد. همانطور که در شکل زیر نشان داده است. از سه غلطکی که در بالا به آن اشاره شده، دو غلطکی که در طرفین قرار گرفته اند. بدون تغییر مکان جانبی و ثابت بوده و صرفاً حرکت دورانی دارند.
نیروی محرک برای به حرکت در آوردن لوله توسط غلطک میانی که غلطک محرک نامیه می شود. به لوله یا پروفیل اعمال می گردد. همچنین این غلطک با داشتن یک درجه آزادی و امکان حرکت در امتداد عمود بر لوله. نورد لوله و یا پروفیل. با شعاع های مختلف را ممکن می سازد.
انواع دستگاه خمکن لوله
در قسمت قبل با تکنیک های خمکاری آشنا شده اید. در این قسمت انواع خمکن لوله معرفی می شود. بطور کلی دستگاه های خمکن به صورت زیر دسته بندی می شوند.
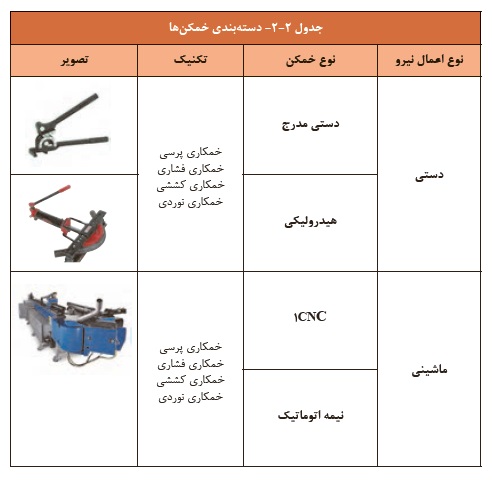
خمکن دستی مدرج
خمکن دستی مدرج، برای لوله با قطر پایین به کار می رود. و می توان با نیروی دست، خمکاری کرد. یکی از ویژگی های این فرآیند قابلیت اتصال به گیره می باشد. این ویژگی در هنگام خمکاری لوله با ضخامت بزرگتر و طول زیاد بسیار مفید است. به طوری که از تاب برداشتن لوله با طول زیاد جلوگیری می کند. از دیگر ویژگی های این خمکن، خمکاری به صورت افست می باشد.
خمکن هیدرولیکی
در مقیاس تولید کارگاهی، خمکن هیدرولیکی جزء پرکابردترین خمکن ها می باشد. در این دستگاه با استفاده از فشار روغن داخل سیلندر پیستون رو به جلو حرکت می کند. و این حرکت باعث اعمال نیرو به سمبه دستگاه می شود. همچنین لوله که در نگهدارنده (ماتریس) ثابت شده است. تغییر شکل یافته و خم می شود.
میزان نیروی اعمالی به سمبه و خم شدن مقدار خمیدگی لوله به میزان حرکت پیستون هیدرولیکی دارد. به طور کلی روش کار با خمکن هیدرولیکی نسبت به سایر روش های خمکاری لوله نسبتاً ساده می باشد.
در حین استفاده از این روش بهتر است که سیلندر هیدرولیکی تا حد ممکن به ماتریس نزدیک باشد. در اینصورت بیشترین خم با کمترین انحراف ایجاد می گردد.
روش کار با خمکن هیدرولیکی
پمپ هیدرولیک شامل پیستون، دسته پیستون و روغن می باشد. با استفاده از حرکت دادن پیوسته اهرمی که به پمپ هیدرولیک متصل است. به بالا و پایین، فشار روغن وارد سیلندر هیدرولیک می شود. در انتقال دسته پیستون سمبه قرار دارد. فشار روغن باعث حرکت رو به جلوی دسته پیستون و سمبه می شود. در نتیجه لوله ای که بین سمبه و ماتریس قرار گرفته اند خم می شود. با تعویض قالب و ماتریس در دستگاه خمکن هیدرولیک می توانیم شکل های خم مختلف مانند V یا L ایجاد کنیم. در نتیجه شکل نهایی خم بستگی به شکل و نوع قالب دارد.
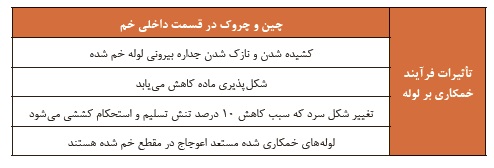
تأثیرات فرآیند خمکاری بر لوله
جدول زیر تأثیر فرآیند خمکاری را بر روی خواص مواد نشان می دهد.
فولاد رسول دلاکان
با سالها تجربۀ ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی. با گواهینامه ها و آنالیزهای معتبری که ضمیمه محصولاتش به مشتریان خویش ارائه داده است. توانسته رضایتمندی مشتریان خویش را همواره فراهم آورد.
صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش. انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675 – 02128423820
واتس آپ: 09122136675
اینستاگرام: fooladdalakan
ایمیل : fooladrasuldalakan@gmail.com