مقاوم سازی مخازن CNG-فولاد مخزنسازی-فروش ورق مخزنسازی-فولاد آلیاژی
مقاوم سازی مخازن CNG
بررسی تحلیلی و عددی تأثیر مقاوم سازی مخازن CNG نوع 2 به کمک فرآیند سیمپیچی

چکیده
در تقویت مخازن تحت فشار همواره سعی بر افزایش مقاومت مخازن در مقابل کاهش وزن آن بوده است. بدین منظور، روش سیمپیچی از روشهای مؤثر جهت افزایش نسبت استحکام به وزن مخازن با ایجاد تنش پسماند منفی در جداره میباشد. که سبب افزایش ایمنی نیز میگردد. هدف این مقاله، بررسی تحلیلی و عددی تأثیر مقاومسازی مخازن جدار نازک CNG نوع 2 با استفاده از عملیات سیمپیچی میباشد.
این فرآیند سبب افزایش نسبت فشار کاری به وزن در مخازن آلومینیومی مورد سیمپیچی با سیم فولادی در مقایسه با مخازن تمام فولادی میگردد. در این مقاله، ابتدا اهمیت و اصول روش سیمپیچی ذکر میگردد. سپس با استفاده از حل تحلیلی، بیشترین فشار داخلی ممکن برای تسلیم همزمان یک نمونه مخزن CNG. و سیمپیچ آن برای 1 تا 5 لایه سیمپیچی براساس معیار ترسکا حاصل میگردد.
بعد از آن، مسئله به کمک نرمافزار المان محدود شبیهسازی و تحلیل میشود و در انتها نتایج با حل تحلیلی مقایسه میگردد. نتایج نشان دهنده آن است که در تقویت مخازن آلومینیومی به کمک ۵ لایه سیمپیچی. میتوان نسبت حداکثر فشار به وزن را در مقایسه با مخازن تمام فلزی تا میزان 55/3% افزایش داد. همچنین، حداکثر خطای موجود در این حالت بین نتایج تحلیلی و عددی در حدود 3% میباشد.
1-مقدمه
سیمپیچی از جمله روشهای مؤثر به منظور تقویت مخازن و نیز سازههای مقاوم در برابر نیروی کششی میباشد. از مزایای این روش میتوان به افزایش نسبت مقاومت به وزن، کاهش نقاط تمرکز تنش. و نقاط ایجاد ترک ناشی از خستگی، عدم تخریب ناگهانی سازه و در نتیجه افزایش ایمنی آن اشاره کرد.
روش سیمپیچی اولین بار توسط لانگریچ در قرن نوزدهم و به منظور تقویت لوله تفنگ مورد استفاده قرار گرفت [1]. لانگریچ سیمپیچی را بر اساس برابری کشش پیچیدن سیم در تمامی لایهها انجام داد. فریر سازههای استوانهای مورد سیمپیچی را با فرض مخزن مرکب و روابط لامه تحلیل نمود [2].
کامستوک بیان کرد که به منظور استفاده بهتر از ظرفیت سیمپیچ، پیچاندن لایههای مختلف. به گونهای انجام پذیرد که در پایان عملیات سیمپیچی، تنش کششی در همه لایهها یکسان شود. ماکسیموف یکسان بودن تنش برشی در تمام لایهها را مد نظر قرار داد [3].
بررسی و آنالیز مخازن مورد سیمپیچی عمدتاً بر مبنای فرض مخزن مرکب برای جداره. و در نظرگیری هر لایه سیم به عنوان یک مخزن جدار نازک، مورد توجه قرار دارد. که روش هارک گارد [4] و روش تالاکو [5] از آن جملهاند. همچنین یانگ و براونل [1] نیز در تحلیل خود از این فرض برای مخزن پیروی کردهاند.
آلگره و همکاران [6] روشی برای شبیهسازی مخازن فشار زیاد که در آنها از تکنیک سیمپیچی استفاده میشود ارائه کردند. همچنین آلگره و همکاران [7] طراحی خستگی مخازن فشار بالای مورد سیمپیچی را با استفاده از روش ASME-API 579 مورد مطالعه قرار دادند.
در زمینه مخازن CNG، صدیقی و راستی [8] پارامترهای ساخت مخازن CNG را مورد مطالعه قرار دادند. در تحقیقی دیگر، صدیقی و همکاران [9] به بررسی تحلیلی تأثیر سیمپیچی در مقاومسازی مخازن CNG نوع 2 پرداختند.
مخازن CNG از جمله مخازنی میباشند که میتوان آنها را به کمک روش سیمپیچی تقویت نمود. این مخازن به چهار نوع مختلف تقسیم میگردند. نوع اول آنها مخازن بدون درز و از جنس فولاد یا آلومینیوم میباشد. نوع دوم دارای یک لایه آستری از جنس فولاد و یا آلومینیوم بدون درز است. و قسمت کمر ای آستری توسط الیاف شیشه، آرامید، کربن و یا مخلوطی از آنها که آغشته به رزین است به صورت محیطی میپیچند.
اگر این ساختار کامپوزیتی در راستای محیطی و محوری روی تمام مخزن پیچیده شده باشد. مخزن نوع سوم است و در صورت استفاده از آستری با جنس پلیمر بدون درز، مخزن نوع چهارم خواهد بود [10].
هدف این مقاله، بررسی تحلیلی و عددی مقاومسازی مخازن جدار نازک CNG نوع 2 با استفاده از روش سیمپیچی میباشد. فرآیند مذکور سبب افزایش نسبت فشار کاری به وزن در مخازن آلومینیومی سیمپیچی شده با سیم فولادی در مقایسه با مخازن تمام فولادی میگردد. تئوریهای موجود تنها جهت انجام فرآیند سیمپیچی برای مخازن جدار ضخیم فشار بالا از جنس فولاد پر استحکام استفاده گردیده است.
مقاوم سازی مخازن CNG
بدین منظور، سعی میشود حداکثر فشار ممکن که سبب تسلیم همزمان مخزن و سیمپیچی بر اساس معیار ترسکا گردد. از دو روش تحلیلی و المان محدود به کمک نرم افزار ABAQUS محاسبه میشود و در آخر نتایج با یکدیگر مقایسه شود. لازم به ذکر است که استفاده از روش سیمپیچی در تقویت اینگونه مخازن. علاوه بر آنکه سبب ایجاد تنش پسماند محیطی فشاری در جداره مخزن میگردد و ظرفیت بارپذیری آن را افزایش میدهد. از وقوع انفجار ناگهانی نیز جلوگیری مینماید.
در این مقاله، ابتدا ورودیهای مسئله و مفروضات بیان شده. و سپس با استفاده از حل تحلیلی، بیشترین فشار ممکن برای تسلیم همزمان مخزن. و سیمپیچ برای 1 تا 5 لایه سیمپیچ حاصل میشود. بعد از آن، مسئله به کمک نرم افزار المان محدود ABAQUS شبیهسازی میگردد و در انتها نتایج با نتایج حل تحلیلی مقایسه میشود. همچنین میزان کاهش وزن و افزایش فشار برای هر یک از حالات سیمپیچی گزارش میگردد.

2-ورودیهای مسئله و مفروضات
مخازن CNG نوع دوم، از جمله مخازن جدار نازک میباشند. با توجه به اینکه از نظر روابط تئوری، تنش محیطی در کمر مخزن برابر با تنش محیطی در مخازن استوانهای بوده. و در کفههای مخزن میزان تنش از رابطه تنش در کره پیروی میکند، لذا تنش کمر مخزن در حدود دو برابر تنش کفهها میباشد.
همچنین با توجه به هندسه اینگونه مخازن که در شکل 1معلوم و مشخص است. ضخامت کمر مخزن از ضخامت دو کفه آن کمتر بوده، که خود دلیلی دیگر برای بیشتر بودن تنش در این ناحیه خواهد بود. بنابراین در مخازن نوع دوم ناحیه کمر مخزن با توجه به دلایل مورد بیان و نیز تجربیات شهودی، بحرانیترین ناحیه میباشد. و به همین دلیل تقویت در این قسمت صورت میپذیرد.
مقاوم سازی مخازن CNG
در روش سیمپیچی، در واقع با اعمال پیش تنش محیطی فشاری به مخزن، تحمل آن در برابر فشار درونی افزایش مییابد. این پیش تنش فشاری که توسط تنش کشش موجود در سیمهای پیچیده شده به دور کمر مخزن به وجود میآید. مخزن را در تحمل تنش کششی ناشی از فشار داخل کمک نموده و سبب افزایش ظرفیت بارپذیری، مخزن میگردد. مخزن CNG مورد مطالعه در این مقاله بدون درز و تمام فلزی بوده و جنس آن از آلومینیوم 6061T6 با تنش تسلیم 260MPa میباشد. همچنین، جنس سیم از فولاد فنر با تنش تسلیم 1200MPa است. در آخر، نتایج با مخزن از جنس فولاد AISI4130 با استحکام تسلیم 1100MPa مقایسه میگردد. و مقدار نسبت حداکثر فشار قابل تحمل به وزن مخزن استخراج میشود.
3-مروری بر تئوری فرایند
در این قسمت، تئوری مورد استفاده در این فرایند مورد توجه قرار گرفت. و حداکثر فشاری که در آن مخزن و سیمپیچ بر اساس معیار ترسکا به طور همزمان به مقدار تسلیم خود میرسند. برای مخزن با تعداد لایههای سیمپیچ مختلف (1 تا 5 لایه) و به صورت تحلیلی محاسبه میشود. لازم به ذکر است که طبق استاندارد ASME برای مخازن تحت فشار، میبایست تسلیم بر اساس معیار ترسکا مورد بررسی قرار گیرد [11]. همانگونه که ذکر گردید، ناحیه مورد بررسی در این قسمت و قسمت حل عددی. قسمت سیمپیچی و ناحیهای از مخزن که سیمپیچ روی آن انجام پذیرفت(کمر مخزن) میباشد.
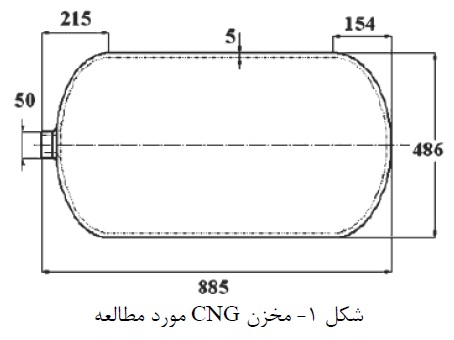
اگر سیمپیچی به گونهای صورت پذیرد که بر اساس معیار ترسکا. لایههای سیمپیچی و جداره مخزن همزمان به مقدار تنش تسلیم برسند. در این صورت و پس از ایجاد یک برش طولی در مخزن مطابق شکل 2، از تعادل نیروها رابطه 1 حاصل میگردد.
که در آن Aw سطح مقطع یک لایه از سیم. i شماره لایه. n تعداد لایهها σwi-t تنش کششی لایه Av,i سطح مقطع جداره مخزن. σv-t تنش محیطی جداره. P حداکثر فشار داخل و Aeff سطح مقطع مؤثر داخلی مخزن است رابطه 1 را میتوان به صورت رابطه 2 بازنویسی نمود:

که در آن R شعاع مخزن، tw ضخامت سیم و tv ضخامت جداره مخزن در قسمت سیمپیچی شده است. برای به دست آوردن σwi-t و σv-t از معیار ترسکا استفاده میشود. براساس این معیار، در هنگام تسلیم ماده، ربطه 3 برقرار خواهد بود؛

که در آن σvy تنش تسلیم مخزن میباشد. مخزن تحت تنش محیطی کششی، تنش شعاعی فشاری و تنش محوری کششی قرار دارد. با توجه به آن که در مخازن جدار نازک تنش طولی از تنش محیطی کوچکتر است. بنابراین بیشترین و کمترین مقدار تنش، تنش محیطی و شعاعی هستند. در این صورت، رابطه 3 به صورت رابطه 4 بازنویسی میشود:
برابر با تنش فشار وارده از طرف لایههای بالایی است. با استفاده از معیار ترسکا برای تسلیم لایههای سیمپیچی، رابطه 5 حاصل میگردد:

که در آن σwy تنش تسلیم سیم مورد نظر و σwc-i برابر با تنش فشاری ایجادی. از طرف لایههای بالایی بر لایه i ام میباشد. مقدار σwc-i از رابطه 6 به دست میآید:
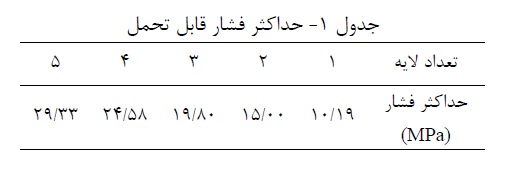
حداکثر فشار قابل تحمل مخزن محاسبه میگردد. نتایج مورد حاصل برای سیمپیچی با 1 تا 5 لایه در جدول 1 نمایان و مشخص میباشد.
4-حل عددی
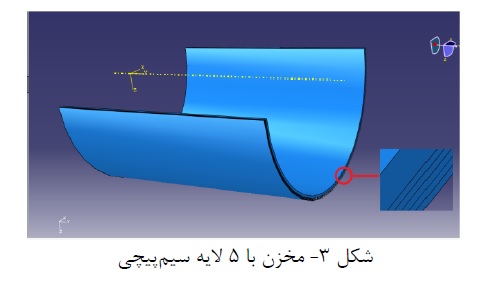
برای مدلسازی مخزن در نرم افزار المان محدود مدل شکل 1 مورد استفاده قرار گرفت. همانطور که ذکر شد، تنها کمر مخزن سیمپیچی میشود و برای مدلسازی تنها کمر مخزن به همراه لایههای سیمپیچی مدل گشتهاند. مدلسازی در نرم افزار تجاری ABAQUS 6.8 انجام پذیرفت. همچنین از المان SOLID استفاده شد و با توجه به تقارن، نصف مخزن به کمک Revolution مدل گردید.
برای نشان دهی تماس میان لایههای سیمپیچ و نیز تماس سیمپیچ با مخزن. از آنالیز Contact نوع Penalty استفاده شد و Friction coefficient برابر 0/05 مد نظر قرار گرفت.
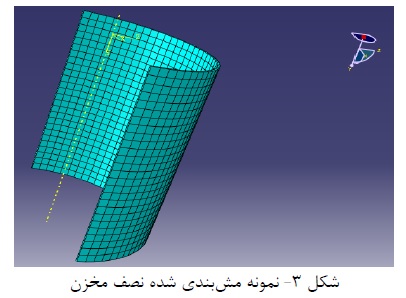
برای اطمینان از صحت تعداد المانبندی و انجام حساسیت سنجی. فشار داخلی 224MPa به مخزن بدون سیمپیچی اعمال شده و پس از بررسی همگرایی مقادیر تنشهای به دست آمده. تعداد 1000 المان برای مخزن اختیار گردیده است (شکل3).
مقاوم سازی مخازن CNG
مخزن در جهت عمود بر سطح مقطع آن (z) ثابت گردیده و فشار داخلی اعمال میشوند. لازم به ذکر است که در این قسمت به جای اعمال کشش در سیم. نتیجه آن که همان ایجاد کرنش و افزایش طول نهایی میباشد. به کمک اعمال جابجایی به دو طرف لایههای سیم اعمال شود. این کار سبب میگردد. تا علاوه بر ایجاد تنش سیمپیچی در لایههای سیم، تنش در سیمها با افزایش قطر مخزن (بر اثر اعمال فشار) نیز افزایش یابد.
فشار داخلی و میزان تنش اولیه لایههای سیم تا نیل همزمان مخزن و سیمپیچ به تنش تسلیم. تغییر دهی شد و بدین ترتیب مقادیر حداکثر فشار داخلی حاصل میگردد.
5- نتایج
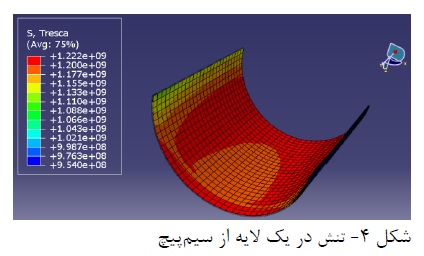
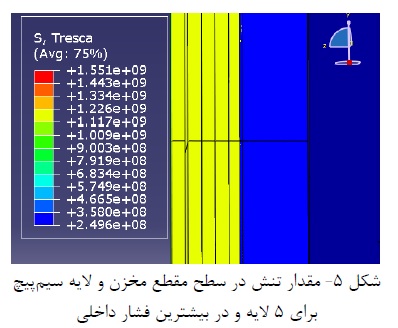
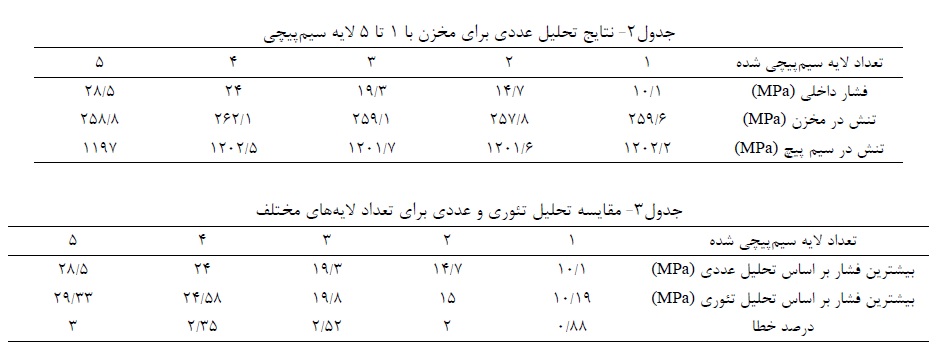
پس از اعمال فشار داخلی در مخزن فولادی، در فشار 22.4Mpa تنش معادل ترسکا در مخزن به میزان تسلیم خود یعنی 1100Mpa میرسد. پس از سیمپیچی مخزن آلومینیومی با تعداد لایههای مختلف، نتایج به صورت جدول 2 گزارش شد که بر حسب MPa میباشند. همچنین شکلهای 4 و 5 نشان دهنده مقادیر تنش در لایههای سیمپیچ و مخزن میباشند.
مقاوم سازی مخازن CNG
در جدول 3، نتایج تحلیلی و عددی با یکدیگر مقایسه گشته و درصد خطا بیان شده است. همانگونه که مشاهده میشود. جواب تئوری به حل عددی به میزان قابل توجهی نزدیک بوده و درصد خطاها اعداد کوچکی را نشان میدهند. نمودار شکل 6 مقادیر حداکثر فشار را برای تعداد مختلف لایههای سیمپیچ با استفاده از روشهای تحلیلی و عددی بیان مینماید.
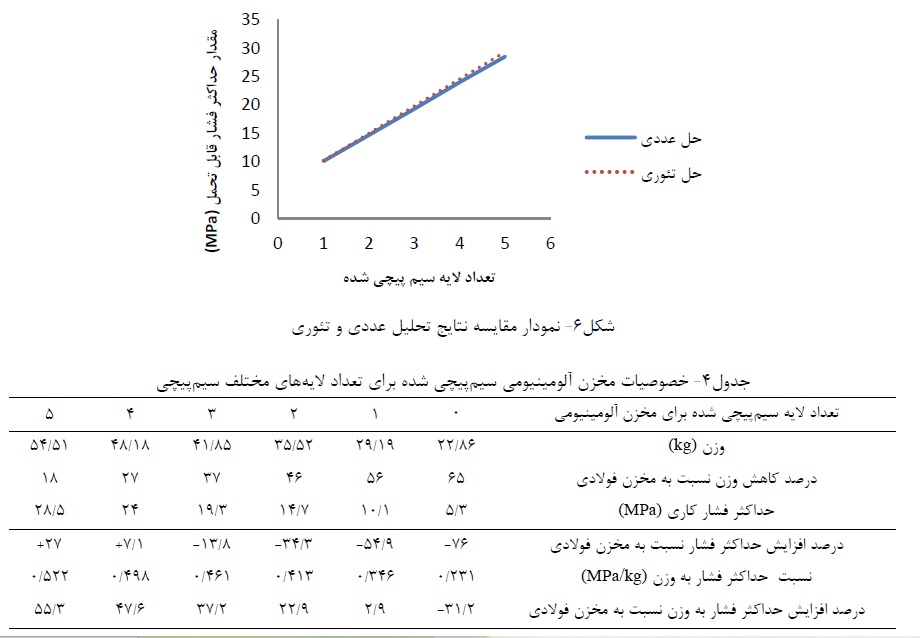
در جدول 4 نسبت بیشترین فشار به وزن مخزن آلومینیومی مورد سیمپیچی. برای تعداد لایههای مختلف آورده شده و نتایج با نتایج حاصل از مخزن تمام فولادی مقایسه گردید. درصدهای منفی نشان دهنده کاهش یک خصوصیت مطلوب نسبت به یک مخزن تمام فولادی است. بدین ترتیب، تنها مخازنی که در آنها معیار مورد نظر بهبود یافته است مطلوب میباشد.
لازم به ذکر است که وزن مخزن تمام فولادی نوع اول که در حال حاضر مورد استفاده قرار میگیرد 66.57kg میباشد. و با توجه به بیشترین فشار آن که برابر با 22.4MPa است. این مخزن دارای نسبت حداکثر فشار به وزن 0/336 میباشد.
6- با بررسی و مقایسه نتایج تحلیلی و عددی، میتوان به نکات زیر اشاره نمود:
مقاوم سازی مخازن CNG
- به کمک انجام عملیات سیمپیچی با اعمال نیروی کشش در سیم فولادی. و در نتیجه ایجاد تنش پسماند فشاری در مخازن آلومینیومی، میتوان حداکثر فشار داخلی مجاز مخزن را افزایش یابد. و نسبت فشار به وزن را در اینگونه از مخازن در مقایسه با مخازن تمام فولادی بالا برد. چنانچه سیمپیچی به طریقی صورت پذیرد که مخزن و سیمپیچ همزمان به تنش معادل ترسکای تسلیم خود برسند. بیشترین استفاده از ظرفیت سیمپیچی صورت گرفته است.
- تقویت مخازن به کمک سیمپیچی سبب افزایش حداکثر فشار مجاز مخزن. افزایش نسبت مقاومت به وزن، عدم تخریب ناگهانی سازه و در نتیجه افزایش ایمنی آن میگردد.
- تنش تسلیم سیم انتخابی باید از تنش تسلیم مخزن مورد استفاده بیشتر باشد. به همین دلیل، سیمپیچی روی مخزن آلومینیومی انجام گرفت.
- مقایسه نتایج تحلیلی و حل عددی نشان میدهد که مقدار حداکثر خطای موجود بین نتایج 3% میباشد. که این موضوع بیانگر تطبیق خوب نتایج تحلیلی و عددی است.
- در تقویت مخزن نوع 2 به کمک سیمپیچی، با افزایش تعداد لایههای سیمپیچی، نسبت بیشترین فشار به وزن افزایش خواهد یافت. تعداد لایههای سیمپیچی تا زمانی میتواند افزایش یابد که جداره آلومینیومی مخزن در اثر سیمپیچی دچار تسلیم پلاستیک (بر اثر تنش فشاری) نشود.
- برای نمونه، در تقویت مخازن آلومینیومی به کمک 5 لایه سیمپیچی. میتوان نسبت بیشترین فشار داخلی به وزن را نسبت به مخازن تمام فولادی تا میزان 55/3% افزایش داد.
محمد صدیقی1*،حمیدرضا سمیع پور2 و امیرحسین جباری مستحسن2